Список использованных источников
1. Детали крепежные: Сб. стандартов. М.: Минавиапром СССР, 1987.
2. ГОСТ 13682-80. Минимальные размеры мест под гаечные ключи. Введ с 01.07.81.
3. ОСТ 1.00017-77. Моменты затяжки болтов, винтов и шпилек. Введ. с 01.01.78.
4. ОСТ 1. 31099-87. Соединения болтовые. Допустимые сочетания предельных нагрузок. Введ. с 01.01.88.
5. ОСТ 1.39502-77. Стопорение болтов, винтов, шпилек, штифтов и гаек. Введ. с 01.07.78.
6. Технические требования на чертежах: Метод указания /Сост. В.Н. Майнсков; Куйбышев. авиац. ин-т. Куйбышев, 1982.
Лабораторная работа №4
КОНСТРУИРОВАНИЕ ПОСЛЕДОВАТЕЛЬНОГО СОЕДИНЕНИЯ ПРОФИЛЕЙ
Задачи работы
1. Изучение конструктивных и технологических особенностей последовательного соединения профилей.
2. Углубление навыков конструирования стержневых конструкций.
3. Изучение соответствующей нормативной документации.
Особенности конструирования соединений профилей
По взаимному положению осей соединяемых профилей различают последовательное и узловое или перекрестное соединения. Заданием предусмотрено конструирование последовательного соединения двух профилей, которое используется:
а) для изменения площади поперечного сечения профиля;
б) изменения формы поперечного сечения;
в) получения длинных профилей (наращивания).
Существует два основных варианта последовательного соединения профилей:
а – внахлест; б - встык с накладкой (рис. 4.1.).
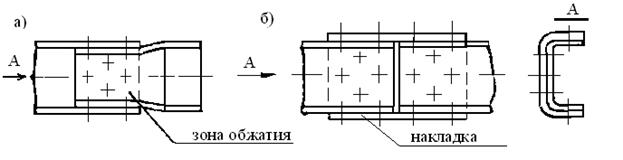
Рисунок 4.1
Соединение внахлест проще по конструкции, имеет меньшую массу. Недостаток конструкции – необходимость в большинстве случает подсечки или обжатия (рис. 4.1, а) одного из профилей. Длина нахлеста определяется из условия размещения потребного по условию прочности крепежа.
Соединение встык с накладкой удобнее в производстве, но требует изготовления дополнительной детали (накладки) и имеет большую массу (нахлест в два раза больше).
Технологическая операция "подсечка" является одним из видов холодной штамповки, выполняется специальными подсечными штампами. Конструктивные параметры подсечки (рис. 4.2) должны соответствовать стандартам:
для деталей из листового материала - ОСТ 1.52468-80;
для прессованных профилей - ОСТ 1.03668-74.
Там же приводятся обозначения подсечек на чертеже. На рис. 4.2 приведен пример обозначения подсечки прессованного профиля.

Рисунок 4.2.
Скосы свободных полок профилей (рис. 4.2) выполняются по прямой. Рекомендуемый угол скоса α = 45, 60, 75°. Размер f принимается равным 5мм для δ ≤ 3 мм; 8мм для δ > 3мм.
Двухсторонняя подсечка (по взаимно перпендикулярным полкам) производится со смещением на 50 мм и более для δ < 4мм; 60мм; к более для δ ≥ 4мм.
Профили типа швеллер, двутавр, зет на ребро не подсекаются. При необходимости такой профиль подсекается после обрезки свободной полки (рис. 4.3,а) или сопрягаемая полка фрезеруется по толщине (рис 4.3,б).
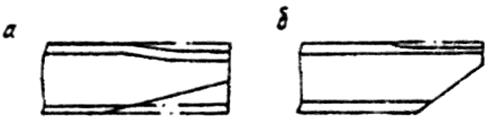
Рисунок 4.3.
Задача конструирования последовательного соединения профилей заключается в выборе наилучшего расположения деталей и крепежных элементов, определении количества и диаметра крепежа.
Профили в конструкции должны работать преимущественно на осевую силу. Соединение рассчитывают на срез крепёжных элементов и смятие полок из условий равнопрочности с более слабым из соединяемых профилей:
 (1)
(1)
 (2)
(2)
где [σ]пр, [σ]см, [τ]кр - допускаемые напряжения соответственно на растяжение и смятие профиля и на срез крепежного элемента;
d - диаметр крепежного элемента;
Fmin, δmin - площадь более слабого профиля и минимальная толщина полки из соединяемых.
Напомним, что d можно определять как из (1), так и по нормали ЗАР.
При соединении встык с накладкой дополнительно проектируется накладка на растяжение/сжатие и смятие полок. Накладной может служить прессованный или гнутый из листа профиль нужной длины.
Можно показать, что минимальная масса соединения получается при максимальной ширине накладки. При соединении внахлест следует стремиться к перестыковке всех полок профиля.
При работе на осевую нагрузку напряжения по всему поперечному сечению профиля одинаковы. В этом случае несущая способность любого элемента сечения пропорциональна его площади:

где Fп , Рп - площадь отдельной полки и усилие в ней;
Fпр , Рпр - площадь всего профиля и усилие в нем.
Это означает, что отдельные полки профиля можно перестыковать на действующие, в них нагрузки независимо от других.
Правила конструирования стыка профилей включают правила конструирования выбранного вида соединения (заклепочного, болтового и др.), правила конструирования стержней из прессованных и гнутых профилей и, дополнительно, следующие:
1. Для уменьшения массы соединения крепежные детали следует размещать с минимальным шагом и равномерно в зоне стыка, стремясь к наименьшему ослаблению деталей отверстиями.
2. Оси, проходящие через центры тяжести сечений соединяемых профилей, должны по возможности совпадать. Этим исключается появление дополнительного изгиба конструкции в зоне стыка.
Порядок конструирования соединения профилей:
1. Подбираются профили нужного сечения и наносятся на чертеж. При необходимости определяются размеры подсечки.
2. Из (1) или нормали 3АР подбирается диаметр d крепежных элементов. Он может отличаться на разных полках.
3. Из (2) с учетом (3) находится количество крепежных точек по каждой полке.
4. Из известных соотношений определяются минимальный шаг крепежа tmin и расстояние от края a. Положение крепежных точек наносится на чертеж.
5. Зная a, определяют обрезы профилей или накладки.
6. Для соединения встык с накладкой по условию прочности на растяжение/сжатие определяется площадь сечения накладки (накладок). Из (1) находят толщину ее полок.
7. Выбирается тип и определяются параметры болтов или заклепок. Результаты наносят на чертеж.
8. Где возможно, выполняют скосы полок.
Дата добавления: 2016-06-15; просмотров: 2605;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
