ОСНОВЫ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Сварочная дуга. Источником тепла при дуговой сварке является сварочная дуга — устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью токов и высокой температурой.
Тепло, выделяемое в дуге, расходуется на нагрев газа, создание светового потока и непосредственно на сварку. Температура дуги—неравномерная, наиболее высокая в центре газового столба—около 6000° С (рис. 7.1).
Основной характеристикой сварочной дуги как источника энергии является эффективная тепловая мощность qэ — это количество теплоты, введенное в металл в процессе сварки в единицу времени и затраченное на его нагрев. Эффективная тепловая мощность является частью полной тепловой мощности дуги q,так как при любом виде сварки наблюдаются непроизводительные расходы теплоты дуги на излучение, теплоотвод в металл и пр. Отношение эффективной тепловой мощности к полной тепловой мощности называют эффективным коэффициентом полезного действия процесса нагрева:
ηэ= qэ-q
Для различных видов сварки значение ηэ может меняться в довольно широких пределах от 0,3 до 0,95, например, коэффициент полезного действии процесса нагрева открытой дуги, возбуждаемой угольным электродом— 0,5 — 0,65; сварка штучными электродами с покрытием — 0,7 — 0,85; дуга в аргоне — 0,5 — 0,6; сварка под флюсом — 0,85 — 0,93.
Количество теплоты, вводимое в металл в процессе горения дуги, отнесенное к единице длины шва получило название погонной энергии сварки. Погонная энергия равна отношению эффективной мощности дуги к скорости перемещения дуги υсв.
При восстановлении деталей используют три вида сварочных дуг (рис. 7,2). Они отличаются количеством электродов и способом их включения и свариваемого металла в электрическую цепь, Когда дуга горит между электродом и изделием, ее называют дугой прямого действия. Когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь, ее называют дугой косвенного действия. Трехфазная дуга возбуждается между двумя электродами, а также между каждым электродом и основным металлом.
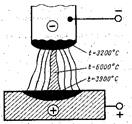
Рис. 7.1, Распределение температуры t в сварочной дуге
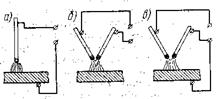
Рис. 7.2. Виды сварочных дуг:
а —- прямого действия; б — косвенного действия; в —комбинированного действия (трехфазная)
По роду тока различают электрические дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При горении электрической дуги постоянного тока наибольшее количество тепла выделяется на положительном полюсе. Это объясняется тем, что поток электронов в дуге испускается отрицательным полюсом — катодом. Электроны как бы бомбардируют положительный полюс (анод), вследствие чего он разогревается сильнее, чем катод. При сварке для плавления свариваемого металла необходимо затратить больше тепла, чем для расплавления самого электрода. Поэтому обычно отрицательный полюс сварочной цепи присоединяют к электроду, а положительный – к свариваемому металлу. Такое присоединение называется прямой полярностью. Если же отрицательный полюс источника питания присоединен к свариваемому металлу, а положительный — к электроду, то такая полярность называется обратной, Она применяется реже и только в тех случаях, когда необходимо получить меньший нагрев детали. Например, обратная полярность применяется при сварке тонколистовых изделий для предотвращения сквозного проплавления, сварке легированных сталей, которые очень чувствительны к перегреву и в прочих случаях.
При питании дуги переменным током полярность тока многократно изменяется соответственно числу периодов, т. е. 50 раз в секунду. Поэтому в сварочной дуге переменного тока поток электронов также будет менять свое направление, бомбардируя попеременно то свариваемый металл, то коней электрода. В результате этого тепло между электродом и свариваемым металлом будет распределяться равномерно.
Более экономичны источники питания переменным током. Так, при ручной сварке на переменном токе расход электроэнергии составляет 3 — 4 кВт-ч на 1 кг наплавленного металла, а при сварке на постоянном токе 6 — 8 кВт-ч. Однако при постоянном токе электрическая дуга получается более стабильной и устойчивой.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися (металлическими)электродами.
Влияние кислорода, азота, водорода, серы и фосфора на свойства металла шва. При сварке плавлением происходит взаимодействие между жидким и твердым металлами, газами и жидким шлаком, образующимся при расплавлении шлакообразующих веществ, входящих в состав электродных покрытий или флюса.
Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Характерные условия металлургических реакций при сварке, как и при кристаллизации — высокая температура нагрева, относительно малый объем расплавленного металла, кратковременность процесса.
Средняя температура капель электродного металла, поступающих в ванну, увеличивается с увеличением плотности тока и составляет при сварке 2200 — 2700° С, т. е. характеризуется значительным перегревом. Температура сварочной ванны при дуговой сварке также характеризуется значительным превышением над точкой плавления, перегрев составляет 100 — 500° С. Высокая температура способствует высокой скорости протекания реакций, однако из-за больших скоростей охлаждения реакции при сварке не успевают завершиться полностью.
Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Кислород в атомарном состоянии образует с железом закись (FеО), окись (Fе2О3), а также закись-окись (Fе3О4). В жидком металле растворяется только закись железа. Остальные окислы находятся в виде шлаковых включений и всплывают на поверхности сварочной ванны.
Кислород реагирует с металлом по реакции
mMe+n/2O2=MemOn
где т и п — численные коэффициенты формулы химических реакций; Ме — масса элемента металла; О2 — масса кислорода.
Химические реакции протекают до состояния равновесия между исходными веществами и продуктами реакции. О состоянии равновесия можно судить по константе равновесия &.
Из закона действующих масс известно, что
K=MemO2n/2/(MemOn)
где МemО — соответственно содержание вмассе элемента Ме и кислорода в зоне реакции, %. Реакция окисления будет происходить тем интенсивнее, чем больше произведение концентраций, вступающих в реакцию веществ (в данной формуле значение числителя), по сравнению с равновесной. Если константа будет меньше равновесной, идет реакция восстановления металла из его окисла. Константа равновесия, выраженная через парциальное давление пара веществ, вступающих в реакцию,
Kp=pMe•pO2/(pMeOn)
где рМе — парциальное давление веществ, вступающих в реакцию.
Наиболее сильным раскислителем является кремний и марганец. При окислении они дают соответственно окись кремния SiO2 и закись марганца МnО. Активным раскислителем является углерод. При сварочных температурах углерод образует окись СО. Кислород попадает в металл шва в основном из воздуха при некачественной защите шва, из ржавчины и окалины при недостаточной зачистке свариваемой поверхности или же из влаги при сварке сырыми электродами. Сильными раскислителями являются также титан, углерод и алюминий.
Окружающий воздух является источником попадания в наплавленный металл азота. При сварочных температурах азот, переходя в атомарное состояние, хорошо растворяется в жидком металле сварочной ванны. Азот при охлаждении выделяется из раствора и при взаимодействии с металлами образует нитриды: Fe2N, МnN, SiN и др., которые значительно снижают пластичность металла. Водород попадает в наплавленный металл из влаги, содержащейся в электродном покрытии, или из ржавчины на свариваемой поверхности, а также из флюса.
При кристаллизации металла шва водород, не успевая выделиться из металла, образует поры и мелкие трещины, а также "флокены" — дефект в виде светлого пятна, видимый на поверхности излома.
Очень вредными примесями в наплавленном металле являются сера и фосфор. Сера образует сернистое железо FeS с низкой температурой плавления, равной 1193° С. При кристаллизации стали сернистое железо, оставаясь в расплавленном состоянии, распределяется между кристаллами, вызывая появление трещин. Фосфор, присутствуя в наплавленном металле в виде фосфидов железа Fe3S и Fe2S, резко снижает пластичность металла:
Кристаллизация металла шва. При охлаждении и затвердевании жидкого металла шва происходит его кристаллизация, т. е. образование кристаллитов из жидкой фазы. Кристаллиты представляют собой кристаллы неправильной формы. Процесс образования кристаллитов из жидкого расплавленного металла при переходе его в твердое состояние называется первичной кристаллизацией. Первичная кристаллизация начинается по условной границе сплавления (рис. 7.3), по линии 1 начала охлаждения сварочной ванны, при этом происходит зарождение центров кристаллизации и рост зерен 2. Выросшие зерна имеют различную форму и расположение. В том случае, если зерна не имеют определенной ориентации и напоминают форму многогранника, структура гранулярная (зернистая). Она может быть крупно и мелкозернистой. Процесс изменения формы кристаллитов в металле, находящемся в твердом состоянии, носит название вторичной кристаллизации. Если же зерна вытянуты в одном направлении, структура называется столбчатой и дендритной. Крупнозернистое строение металла со столбчато-дендритной структурой характерно для медленного охлаждения.
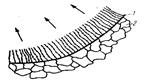
Рис. 7.3. Первичная кристаллизация металла шва. Стрелки показывают направление отвода тепла
Конечная структура металла шва зависит в основном от способа сварки, условий ее проведения, а также химического состава основного и присадочного металлов. Так, при ручной сварке электродом из низкоуглеродистой стали (содержание углерода до 0,2 %) металл шва имеет структуру с менее выраженной ориентировкой кристаллов и округлыми зернами феррита и перлита. При автоматической сварке этой же стали под флюсом, когда скорость охлаждения более медленная, чем при ручной сварке металлическим электродом, металл шва приобретает столбчатодендритную структуру.
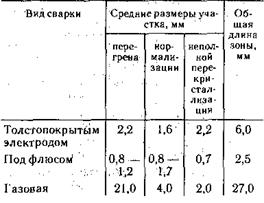
В околошовной зоне сварного соединения малоуглеродистой незакаливающейся стали, выполненного способом плавления, имеются следующие структурные участки (рис. 7.4); участок перегрева, температурными границами которого являются со стороны шва температура, близкая к солидусу, а со стороны основного металла температура 1100° С;
участок 'нормализации; имеющий мелкозернистую структуру и повышенные свойства по сравнению с исходной структурой;
участок неполной перекристаллизации, находящейся в интервале температур от 725 до 850 ° С, при которых происходит частичная перекристаллизация металла. Средние размеры зоны участков для некоторых видов сварки приведены в табл. 7.1.
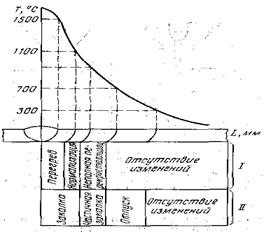
Рис. 7.4. Структурные участки околошовной зоны в зависимости от удаленности от сварочного шва:
/ — зона малоуглеродистой незакаливающейся стали; // — зона за наливающейся легированной стали
В закаливающейся легированной стали участки располагаются в та кой последовательности по мере удаления от шва: закалки, частичной закалки и отпуска.
Таблица.7.1. Размеры структурных участков околошовной зоны
Дата добавления: 2019-12-09; просмотров: 804;
Поиск по сайту
Узнать еще
- D. ОСНОВЫ МЕДИЦИНСКОЙ МИКОЛОГИИ
- II. Методологические основы педагогики.
- II. Основые приемы освоения духовых
- III.Акустические основы настройки музыкальных инструментов
- Money Management - основы управления капиталом
- VI. ОСНОВЫ ЭКОЛОГИЧЕСКОЙ МИКРОБИОЛОГИИ
- А. Основы организации неживой природы
- А/ Основы рационального питания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
