РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ
Восстановление дизельных поршневых пальцев.Способ восстановления деталей пластической деформацией отличается от известных способов тем, что требуемые размеры полу-
чают в результате перераспределения материала внутри самого изделия. При этом нарощенный слой и основной металл представляют собой одно целое. Поэтому при восстановлении деталей данным способом их долговечность и эксплуатационная надежность не ниже, чем у новых изделий.
Рассмотрим особенности разработки технологии на примере восстановления дизельных поршневых пальцев гидротермической раздачей (рис. 6.32).
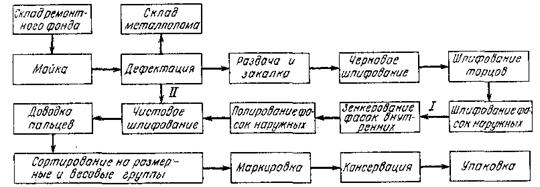
Рис. 6.32. Схема технологического процесса восстановления поршневых пальцев гидротермической раздачей
Основным выбраковочным дефектом поршневых пальцев является износ по наружной поверхности на участках сопряжения с головкой шатуна и отверстиями в бобышках поршня. Наибольший износ пальцев наблюдается в месте контакта с втулкой верхней головки шатуна и достигаетО,08 мм.
Дефектацию поршневых пальцев выполняют микрокатором 0,5-ИГП и скобами. Анализ ремонтного фонда показывает, что 90 % поршневых пальцев ремонтопригодны, причем до 20 % пальцев имеют наружный диаметр в пределах допуска на новые детали. Поэтому в зависимости от сочетания дефектов технологический процесс разделяется на два взаимосвязанных маршрута. Первый маршрут предусматривает выполнение всех операций, а второй маршрут короче на шесть операций и заключается в шлифовании и полировании пальцев до более низкой размерной группы.
Мойка происходит в машине ОМ-6083 с использованием в качестве моющей среды 15 — 20 %-ного водного раствора синтетического моющего средства Лабомид 101 при температуре 75 — 85° С. Время мойки пальцев составляет 0,5 ч.
Гидротермическая раздача осуществляется в автоматическом станке, снабженном устройством для загрузки и выгрузки пальцев. Для нагрева пальцев до температуры 780 — 830° С используют индуктор, питающийся от преобразователя частоты ВПЧ 1000/8000.
Для обеспечения полного распада остаточного аустенита пальцы обрабатывают холодом в течение 2 ч при температуре - 50 ÷ -70° С в холодильном агрегате АКФЭС 2,5-70. После обработки холодом пальцы проходят отпуск в шахтной электропечи 2БП-62 при температуре 220 — 230 °С в течение 2 ч с последующим охлаждением на воздухе. После гидротермической раздачи наружный диаметр пальцев увеличивается в среднем на 0,2 мм.
Черновое шлифование розданных пальцев осуществляется на трех бесцентрово-шлифовальных станинах ЗШ-184. Режимы шлифования: частота вращения круга — 1330 мин-1, окружная скорость круга — 24,2 м/мин, подача — 1,7 мм/об, число проходов — 1, глубина резания при первом черновом шлифовании — 0,035 мм, при втором — 0,025 мм, при третьем -0,0175 мм. При черновом шлифовании используют шлифовальные круги: ПП 500X150X305 1А5-К63-40С1-СМ1, ПП 500X200X305 1А5-К63-40С1-СМ1; круги ведущие: ПП 350X150X203 1А5-В12-16СТ-Т и ПП 350X200X203 1А5-В12-16СТ-Т.
Шлифование торца поршневого пальца обусловлено тем, что в процессе гидротермической раздачи наряду с увеличением диаметральных размеров происходит увеличение и длины пальцев. Поэтому необходима операция шлифовки торцов до номинального размера пальцев по длине. Шлифовку выполняют на плоскошлифовальном станке ЗБ-722 с использованием многоместного приспособления (рис. 6.33), которое состоит из прямоугольной рамки /. По направляющим перемещаются фиксирующие элементы 2 с рабочей частью в виде призм. Обрабатываемые пальцы устанавливаются между призмами в своеобразные ячейки, где они фиксируются. Базирование осуществляется по обработанной цилиндрической поверхности детали. Зажим пальцев осуществляется при помощи пневмоцилиндра одностороннего действия.
После шлифовки торцов с одной стороны пальцы переворачивают на 180° и шлифуют противоположные торцы, выдерживая заданные рабочим чертежом размеры. Перпендикулярность плоскости торца наружной цилиндрической поверхности пальца обеспечивается приспособлением.

Рис. 6.33. Многоместное приспособление для шлифовки торцов пальцев
Режимы шлифования торцов пальцев: частота вращения круга — 1460 мин"1, глубина резания —0,06 мм, число проходов — 2. Используют шлифовальный круг марки ПП 450X63X203 1А5-В50С1-СМ1. Контроль длины обработанных пальцев осуществляется скобами, биение торцов контролируют на приспособлении при помощи индикатора часового типа.
Обработка фасок с двух сторон пальцев осуществляется на обдирочно-шлифовальном станке ТШН-400 с использованием приспособления. Для обработки используют шлифовальный круг ПП 400X32X203 1А5-Ю40МЗ-М1 с частотой вращения 1440 мин"1 при ручной подаче пальца.
Полируют наружную фаску на приспособлении (рис. 6.34), состоящем из сварного стола 4 и электродвигателя 2 с алмазным кругом /. Шлифовальный круг защищен кожухом 3, в нижней части которого (в зоне вращения круга) выполнено отверстие и установлена направляющая втулка 6 для подачи пальца. При износе шлифовального круга втулку перемещают при помощи винта 5 по направлению к шлифовальному кругу. Частота вращения круга—1440 мин"1.
После обработки фасок контролируют твердость наружной поверхности у всех пальцев. Твердость измеряют на приборе ТК-2М в трех поясах и двух плоскостях. При твердости на поверхности меньше НКС 56 пальцы бракуют и направляют на повторную раздачу.
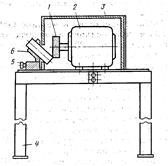
Рис. 6.34. Приспособление для полирования наружных фасок пальцев
Чистовое шлифование пальцев выполняют на двух бесцентровошлифовальных станках ЗА-184. Размеры контролируют индикатором 0,5-ИГП со стойкой и призмой.
Режимы шлифования: частота вращения круга — 1337 мин'1, подача — 1,035 мм/об, число проходов — 1, глубина резания при первом чистовом шлифовании — 0,0075 мм, при втором— 0,0055 мм.
Для чистового шлифования используют шлифовальные круги ПП 500X150X305 1А5^К40^25С1-МЗ, ведущие круги ПВД ЗООХ150Х127 1А5-В6-12СТ-Т. Овальность, огранка, конусо-, бочко-, седлообразность и изогнутость наружной цилиндрической поверхности после чистового шлифования не должна превышать 0,003 — 0,004 мм (в зависимости от типоразмера пальца).
Доводку- рабочей поверхности восстановленных пальцев осуществляют на бесцентровом доводочном станке ЗШ-184 Д по размерным группам.
Режимы доводки наружной цилиндрической поверхности пальцев: частота вращения шлифовального круга — 1920 мин~1, подача — 0,2 мм/об, число проходов — 1. Для процесса доводки используют шлифовальные круги ПП 500X150X305 1А5-К6-8С1-СМ, ведущие круги ПВД ЗООХ150Х Х1227 1А5-ВЗ-6СТ-Т. В качестве охлаждающей жидкости так же, как и при черновом и чистовом шлифовании, применяют 1,5 %-ный водный раствор кальцинированной соды.
Контроль, сортировка и маркировка.Восстановленные пальцы должны отвечать техническим требованиям, предусмотренным в рабочем чертеже на деталь.. После восстановления разностенность пальцев не должна превышать 0,5 мм. Твердость наружной поверхности пальцев должна быть в пределах НКС 56 — 63, причем разность в показаниях твердости в различных участках поверхности одного и того же пальца не должна отличаться более чем на 5 единиц.
Качество обработки поверхностей контролируют визуально. Риски, волосовины, черновины, забоины, трещины не допускаются. Не менее чем у 5 % восстановленных пальцев проверяют шероховатость наружной поверхности при помощи профилометра-профилографа модели БП-3. Шероховатость должна соответствовать Ra = 0,16 —0,08 мкм.
Не менее чем на трех пальцах в смену проводят контроль микроструктуры цементованного слоя и сердцевины. Для этого используют металлографические микроскопы МИМ-7 или МИМ-8М. Микроструктура закаленного цементованного слоя должна состоять из мелкоигольчатого мартенсита и цементита, а сердцевина из мартенсита и феррита. Слой цементации должен быть не менее 7мм.
Конусность, бочкообразность, овальность цилиндрической рабочей поверхности пальцев контролируют пневматическим длинномером ДП-0,001.
Поршневые пальцы сортируют по наружному диаметру на размерные группы, кроме того, детали сортируют на группы и по массе. Сортировка пальцев осуществляется при помощи микрокатора 0,5-ИГП со стойкой и призмой пневматического длинномера ДП-0,001. Обозначение размерной группы наносят на внутреннюю поверхность пальца масляной краской
соответствующего цвета. На торец наносят товарный знак завода-изготовителя штемпельной черной краской.
Консервация иупаковка. Поршневые пальцы перед консервацией моют в 25 — 30 %-ном растворе Лабо-мида-201 при температуре 95 — 100 "С. После этого пальцы помещают в раствор нитрита натрия (концентрация — 200 ч на 1 л воды), нагретого до температуры 70 — 75° С. После извлечения пальцев из ванны и отекания раствора детали вновь погружают в раствор нитрита натрия той же концентрации, но комнатной температуры. Далее контейнер с пальцами вынимают из ванны и кладут на стол для стока раствора. Пальцы пакуют в оберточную бумагу, пропитанную 20 %-ным раствором нитрита натрия, и в парафиновую бумагу БП-6. Пальцы одной весовой и размерной группы укладывают в упаковочные картонные коробки, на которой цифрами обозначают соответствующую группу. После чего пальцы направляют на склад готовой продукции.
Дата добавления: 2019-12-09; просмотров: 854;
Поиск по сайту
Узнать еще
- H. Разработка мер по повышению качества работы органа здравоохранения
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II. Формализация процесса формирования математических моделей
- III. Разработка базовых конкурентных стратегий и стратегий роста предприятия.
- IX. ОСОБЕННОСТИ ПРОЦЕССА НАУЧНОГО ПОЗНАНИЯ
- V. Порядок лишения, восстановления спортивных званий
- VI. Порядок лишения, восстановления спортивных разрядов
- XI. Требования к приему детей в дошкольные образовательные организации, режиму дня и организации воспитательно-образовательного процесса

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
