Раздел 4. РОБОТОТЕХНИЧЕСКИЕ КОМПЛЕКСЫ
В системах машин промышленные роботы (ПР) выполняют два вида работ: транспортно-загрузочные и основные технологические рис. 4.1. Транспортно-загрузочные и транспортные промышленные роботы, автоматизируя выполнение ряда вспомогательных производственных функций и объединяя оборудование в единые системы, являются универсальными элементами создаваемых систем машин и обеспечивают их гибкость и изменчивость связей в них.
Роботизация металлорежущих станков – способ автоматизации механообрабатывающего производства, основанный на применении промышленных роботов (ПР) для обслуживания технологического оборудования в целях исключения ручного труда.

Рис. 4.1. Основные области применения ПР
С помощью ПР на металлорежущих станках автоматизируются следующие основные операции: установка заготовок в рабочую зону станка; снятие деталей со станка и раскладка их в тару (накопитель); передача деталей от станка к станку; кантование деталей (заготовок) в процессе обработки; контроль размеров деталей; очистка баз деталей и базирующих поверхностей приспособлений; смена инструмента.
Наиболее целесообразной формой внедрения ПР в серийное производство служит применение роботизированных технологических комплексов (РТК), на базе которых далее могут быть созданы роботизированные технологические участки, цехи и заводы. По организационному признаку РТК могут функционировать отдельно как самостоятельный вид оборудования или могут быть объединены в соответствии с ГОСТ 26228-85 в роботизированные технологические линии (РТЛ), роботизированные технологические участки (РТУ).
Роботизированная технологическая линия – совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемого одним или несколькими ПР для выполнения операций в принятой технологической последовательности.
Роботизированный технологический участок – совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими ПР, в которой предусмотрена возможность изменения последовательности использования технологического оборудования.
Важнейшей характеристикой ПР, определяющей в значительной степени область их применения, служит компоновка, отличающаяся совокупностью ряда признаков: видом системы координат основных движений и ее ориентацией; числом степеней подвижности и движений; числом захватных устройств. Различают следующие основные виды компоновок: линейную и круговую (рис. 4.2).
В механообработке используются ПР подвесного, напольного и встраиваемого видов. На базе одних и тех же моделей станков могут создаваться РТК различных компоновок, комплектуемых ПР, обладающих различными технологическими и техническими возможностями.

а) б)
Рис. 4.2. Компоновки РТК: а) круговая, б) линейная
Наибольшее распространение получили следующие компоновочные решения РТК: одностаночные – из одного станка, обслуживаемого ПР, расположенным над станком (подвесным ПР), рядом со станком (напольным ПР) или встроенным в станок; многостаночные линейные и линейно-параллельные на базе портальных ПР; многостаночные круговой компоновки с применением напольных ПР.
Линейные компоновки РТК с применением портальных ПР характеризуются следующими особенностями: занимают меньшую производственную площадь, чем комплексы круговой компоновки; обеспечивают переналадку и ремонт оборудования без останова работы всего комплекса, возможность визуального наблюдения за работой оборудования; обеспечивают безопасные условия работы обслуживающего персонала и обслуживание одним ПР трех станков и более.
Особенность круговых компоновок определяется отличительными признаками применяемых напольных ПР, в том числе меньшей материалоемкостью и простотой проведения профилактических работ и ремонта ПР. РТК со встроенными ПР занимают меньшую площадь.
Наибольшее распространение на этапе отработки автоматизации производственных процессов нашли схемы, приведенные на рис. 4.3 и 4.4. На рис. 4.3 в качестве примера приведен роботизированный технологический комплекс на базе станка 1720ПФ30 с напольным промышленным роботом М20П.40.01. Станок 1 посредством напольного робота 2 обеспечивает взаимосвязь с накопителем заготовок и готовых деталей 3 и инструментальным магазином 4 через общую систему управления 5. Напольный робот 2 рукой-манипулятором осуществляет передачу заготовок с тактового стола 3 и инструментов с инструментального магазина 4 после открывания защитного экрана.

Рис. 4.3. Схема РТК на базе токарного обрабатывающего центра: 1 – станок, 2 – напольный робот, 3 – накопитель заготовок и готовых деталей, 4 – инструментальный магазин, 5 – система управления РТК

Рис. 4.4. Схема РТК с промышленным роботом на шпиндельной части станка: 1 – станок, 2 – промышленный робот, 3 – накопитель заготовок и деталей, 4 – инструментальный магазин
На РТК подача заготовок и инструментов может также производиться транспортным конвейером из накопителя. При этом РТК обслуживается посредством подвесного транспортного робота (см. рис. 4.5). Подвесной транспортный робот имеет манипулятор и обеспечивает в режиме обмена за одну позицию снятие готовой детали и установку заготовки в зажимном патроне технологического оборудования. Таким же образом осуществляются замена и установка инструментального блока в инструментальную головку станка. Управление функционированием технологического оборудования, подвесным роботом и транспортным конвейером осуществляется единой системой управления. Такая компоновка РТК позволяет обслуживать одним подвесным роботом несколько станков с единого накопителя при минимальных затратах на производственную площадь.

Рис. 4.5. Схема РТК с подвесным транспортным роботом: 1 – станок, 2 – подвесной транспортный робот; 3 – накопитель заготовок и деталей; 4 – инструментальный магазин; 5 – подвесная транспортная линия
На рис. 4.6 приведен гибкий производственный комплекс, когда заготовки комплектуются на поворотном восьмипозиционном столе, а инструмент прямо на станок подается из пяти инструментальных накопителей вертикального типа (инструментальных паллет), которые связаны со станком посредством подвесного транспортного робота. Модули такого типа могут быть связаны транспортным конвейером без специального накопителя поворотного типа. Шаговый конвейер – накопитель паллет позволяет длительное время вести обработку с ограниченным участием оператора. Такой РТК может легко встраиваться в ГПС; в этом случае паллеты перегружаются на шаговый конвейер-накопитель роботом или робокаром.
РТК, обслуживаемые с помощью тележек-робокаров, представлены на рис. 4.7. Робокары снабжены системой загрузки и разгрузки спутников в автоматическом режиме.
Обслуживание проводится в следующем порядке. Транспортный робот подвозит к позиции загрузки накопителя спутник с заготовками. После загрузки спутник позиционируется в рабочей зоне манипулятора, который подает заготовки в станок, а после обработки возвращает их в спутник. Затем спутник перемещается в позицию разгрузки и подается на борт транспортного робота, который ведет его дальше в соответствии с технологическим маршрутом.

Рис. 4.6. Робототехнический комплекс, состоящий из производственного модуля и инструментального накопителя: 1 – инструментальный магазин; 2 – ОЦ; 3 – паллеты; 4 – поворотный восьмипозиционный стол; 5 – подвесной транспортный робот; 6 – поворотная платформа
| |
| |
| |
| |
| |
| |
| |
| |
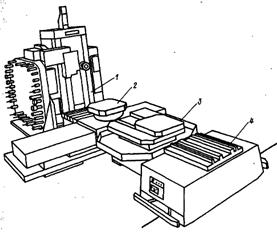
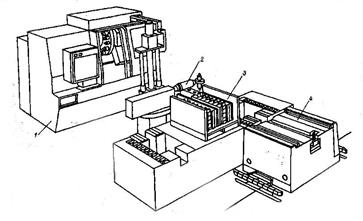
Рис. 4.7 Робототехнические комплексы, обслуживаемые робокарами: 1 – станок с ЧПУ, 2 – манипуляционный промышленный робот, 3 –система автоматической смены спутников,
4 – робокар, 5 – накопитель
ПР можно применять для автоматизации операций на всех видах сборочных работ. При сборке под механическую обработку ПР применяют для подачи, ориентации, соединения деталей в один комплект, их взаимного закрепления, установки и снятия комплекта при обслуживании обрабатывающего оборудования. При узловой сборке ПР применяют для поиска и распознавания деталей, их транспортирования, ориентации, подачи на сборочную позицию, контроля размеров, а также правильности и качества соединения и закрепления деталей, для транспортирования и укладки (а если потребуется и упаковки) собранного узла. Сборка под сварку может рассматриваться как операция узловой сборки и как операция, предваряющая механическую обработку. При общей окончательной сборке изделия ПР применяют для транспортирования, взаимной ориентации и установки узлов (иногда для их соединения), а также для транспортирования готовых изделий. ПР могут применяться и при разборке изделий.
Незвисимо от метода сборки ПР можно применять для выполнения складских, транспортных операций, переноса, установки, ориентации сборочных единиц, их распознавания, контроля, отбраковки, а также для проверки качества соединения. Для выполнения основных операций ПР в основном используются при методе сборки с полной взаимозаменяемостью.
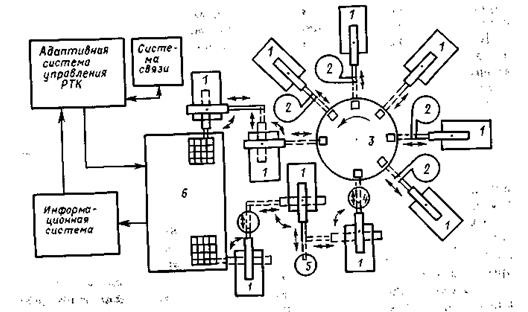
Рис. 4.8. Адаптивный РТК сборки: 1 – роботы, 2 – вибробункеры, 3 – поворотный стол, 4 – ванна очистки, 5 – ванна пайки, 6 – координатный стол с кассетами
Основные операции сборки, которые могут быть выполнены с помощью ПР, оснащенных соответствующими инструментами и приспособлениями: надеть-вставить; наложить-вложить; раздвинуть-развернуть; установить-снять; запрессовать; свинтить-развинтить; склеить; склепать; сжать-разжать; нанести; сварить; зачистить; ориентировать; измерить; залить.
Схема процесса роботизированной сборки показана на рис. 4.9.
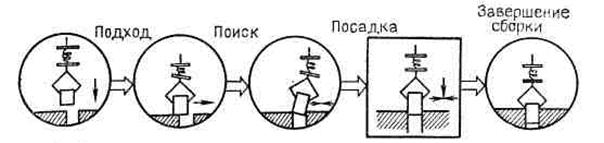
Рис. 4.9. Схема процесса сборки
ЗАКЛЮЧЕНИЕ
Уменьшение участия человека в процессе управления сложными производственными процессами повышает надежность технологических систем. Повышение качества и надежности выполняемых процессов связано в первую очередь с интеллектуализацией процессов управления.
Основной особенностью таких систем является автоматическая выработка управляющих воздействий для выполнения поставленной задачи. Такие системы имеют развитые системы очувствления, обеспечивающие возможность ориентации в окружающей среде. Общая структура интеллектной системы представлена на рисунке.
Возможность постановки задач без подробного описания алгоритмов их выполнения позволит максимально приблизить исполнение функций машинами к деятельности человека.
Повышение технического уровня и качества ПР должно основываться на применении прогрессивной технологии машино- и приборостроения, достижениях технической кибернетики, теории механизмов и машин, а также на максимальном применении в конструкциях ПР современных устройств получения и обработки информации, высокоэффективных приводов и т. п.

Структура информационно-управляющей системы интеллектного робота
Глоссарий
(краткий словарь основных терминов и положений)
| Зона обслуживания манипулятора – часть пространства, соответствующая множеству возможных положений центра схвата манипулятора. Зона обслуживания является важной характеристикой манипулятора. Она определяется структурой и системой координат руки манипулятора, а также конструктивными ограничениями, наложенными относительными перемещениями звеньев в КП. |
| Контурное управление ПР – захват манипулятора перемещается по заданной программой траектории в пределах рабочей зоны робота. |
| Маневренность манипулятора М – подвижность манипулятора при зафиксированном (неподвижном) схвате. |
| Манипулятор – совокупность пространственного рычажного механизма и системы приводов, осуществляющая под управлением программируемого автоматического устройства или человека-оператора действия (манипуляции), аналогичные действиям руки человека. |
| Подвижность манипулятора W – число независимых обобщенных координат, однозначно определяющее положение схвата в пространстве. |
| Позиционное управление ПР – программирование независимых перемещений по осям координат в произвольные точки рабочей зоны манипулятора. |
| Привод ПР – совокупность технических средств, предназначенных для приведения в движение всех звеньев кинематики и захватного устройства манипулятора в соответствии с требуемыми условиями технологического процесса. |
| Промышленный робот – автоматическая машина (стационарная или передвижная), состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления (ПУ) для выполнения в производственном процессе двигательных и управляющих функций. |
| Рабочее пространство манипулятора – часть пространства, ограниченная поверхностями, огибающими к множеству возможных положений его звеньев. |
| Роботизация металлорежущих станков – способ автоматизации механообрабатывающего производства, основанный на применении промышленных роботов (ПР) для обслуживания технологического оборудования в целях исключения ручного труда. |
| Роботизированная технологическая линия – совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемого одним или несколькими ПР для выполнения операций в принятой технологической последовательности. |
| Роботизированный технологический участок – совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими ПР, в которой предусмотрена возможность изменения последовательности использования технологического оборудования. |
| Сенсорные средства ПР – устройства, предназначенные для получения оперативной информации о состоянии внешней среды в адаптивных системах управления роботами. |
| Схват – устройство промышленного робота, которое предназначено для захватывания предмета обработки и удержания его в процессе перемещения. |
| Формула строения – математическая запись структурной схемы манипулятора, содержащая информацию о числе его подвижностей, виде кинематических пар и их ориентации относительно осей базовой системы координат (системы, связанной с неподвижным звеном). |
| Цикловое управление ПР – программирование последовательности положений исполнительных механизмов (определенных, чаще всего крайних точек зоны перемещения по каждой из координат) и временных интервалов между частными циклами. |
Дата добавления: 2022-02-05; просмотров: 1082;
Поиск по сайту
Узнать еще
- I раздел. Введение в курс
- I. 5. Тесты для контроля знаний раздела I
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Языкознание и его основные разделы.
- III. Слитное и раздельное написание наречий
- III. слитное и раздельное написание наречий.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
