Роботизированные технологические комплексы механообработки
Одна из важных областей применения ПР на вспомогательных операциях — обслуживание металлорежущих станков. Здесь ПР выполняют наиболее типичную вспомогательную операцию загрузки-разгрузки оборудования, т. е. установки обрабатываемой детали и снятия ее по окончании обработки. Аналогичные операции осуществляют ПР и при обслуживании других видов технологического оборудования. Имеются еще и некоторые более специальные вспомогательные операции, выполняемые ПР, такие как смазка пресс-форм, погружение деталей в жидкость, межоперационная транспортировка, штабелирование и т. д.
Основным технологическим оборудованием в РТК механообработки являются станки токарные, сверлильные, фрезерные, зубообрабатывающие, шлифовальные и т. д. К технологическому оборудованию предъявляются следующие основные требования: автоматический режим работы, согласуемость его системы управления с системой ПР, возможность доступа манипулятора ПР в зону установки детали на станке.
Для обеспечения автоматического режима РТК в его состав должны входить устройства удаления стружки, смазки и охлаждения рабочих органов и инструмента, очистки поверхностей базирования, средства контроля качества обработки изделий; магазины с поштучной выдачей ориентированных деталей; устройства ограждения. В соответствии с первым требованием, предъявляемым к РТК, основным типом станков для них являются станки с ЧПУ.
Вследствие значительного времени механообработки в таких комплексах, как отмечалось в § 14.2, широкое применение получило обслуживание одним ПР нескольких станков. Варианты соответствующих компоновок РТК со стационарными и мобильными ПР приведены на рис. 14.3—14.5.
Для обслуживания станков в простейших случаях применяют ПР с цикловым управлением, а наиболее общим вариантом является использование дискретных позиционных ПР. Эти ПР перепрограммируются в среднем один раз в неделю, т. е. реже, чем обслуживаемые ими станки с ЧПУ. Средняя длительность цикла работы таких ПР — минуты.
На рис. 16.1, а показана простейшая роботизированная технологическая ячейка "станок-ПР". Деталь, которую надо обработать, ПР берет из левого магазина. В нем детали расположены в ориентированном положении в ячейках или подаются поштучно к ПР. По окончании обработки ПР снимает деталь и кладет ее в правый магазин. Из таких ячеек собирают участки, подобные показанному на рис. 14.5. При последовательном соединении подобных ячеек в линию все последующие ячейки получают детали из магазина на выходе предыдущей ячейки. Однако для левого магазина самой первой ячейки существует задача предварительного ориентированного размещения в нем деталей, получаемых в общем случае в неориентированном виде, т. е. навалом.
Принципиально возможны следующие варианты решения этой задачи:
·применение специального ориентирующего устройства (рис. 16.1,6);
·использование для загрузки магазина адаптивного ПР;
·применение такого ПР для обслуживания станка первой ячейки (рис. 16.1, в).
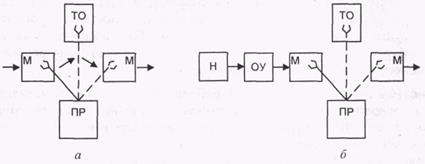
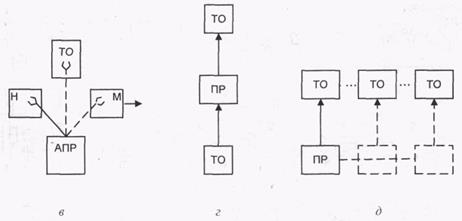
Рис. 16.1.Компоновки роботизированных технологических ячеек "станок-ПР":
ТО — основное технологическое оборудование; М — магазин с поштучной
выдачей ориентированных деталей; ОУ — ориентирующее устройство;
Н — детали навалом; АПР — адаптивный ПР
В настоящее время широкое распространение получили специальные ориентирующие устройства типа вибробункеров.
Основной недостаток применения адаптированных ПР — их значительная стоимость. Поэтому в тех случаях, когда могут быть использованы специальные ориентирующие устройства, они являются более предпочтительными. К сожалению, область их применения, как и вообще всех специальных устройств, ограничена крупносерийным и серийным производствами с достаточно редкой сменяемостью обрабатываемых деталей. Для ослабления этого ограничения создаются перестраиваемые ориентирующие устройства (со сменными частями и т. п.).
Вариант использования адаптивных ПР непосредственно для обслуживания станков в основном применим только при достаточно длительном цикле обработки деталей на станке, продолжительность которого позволяет осуществлять обслуживание одним ПР нескольких станков (рис. 16.1, г и д). В этом случае стоимость ПР соответственно распределяется на несколько технологических ячеек.
Дата добавления: 2022-02-05; просмотров: 572;
Поиск по сайту
Узнать еще
- Адаптивные комплексы
- Антивирусные программы и комплексы
- Банкетные закуски. Технологические требования к приготовлению, правила подачи. Ассортимент.
- Бутерброды. Технологические требования к приготовлению, правила подачи. Ассортимент.
- Виды деятельности детей и общие технологические требования к их организации
- Вопрос 1. Комплексы крупного рогатого скота
- Геотехнологические способы вскрытия месторождений
- Глава III. ТОПОГРАФИЯ И СИМПТОМОКОМПЛЕКСЫ ПОРАЖЕНИЙ СПИННОГО МОЗГА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
