Роботизированные технологические комплексы холодной штамповки
Еще одной областью широкого применения ПР является холодная листовая штамповка. Объясняется это большим травматизмом рабочих, достигающим 30%, и монотонностью обслуживания прессов, а также простотой применения на этих операциях ПР. Промышленный робот используется здесь, как и в механообработке, прежде всего для выполнения операций загрузки-разгрузки: загрузка прессов исходным листовым материалом (подача листа в штамп) и разгрузка штампа (съем штамповки и укладка ее в магазин). На рис. 14.1 и 14.2 были представлены основные компоновки РТК холодной штамповки.
Основной особенностью применения ПР на холодной штамповке по сравнению с механообработкой является необходимость обеспечить значительно большее быстродействие, поскольку цикл работы пресса измеряется всего несколькими секундами. Используемые здесь ПР имеют простое цикловое управление, как правило, цилиндрическую систему координат и не более трех степеней подвижности. Захватное устройство чаще всего выполняется в виде вакуумных присосок. Для обеспечения необходимой быстроты обслуживания пресса часто применяют ПР с двумя манипуляторами — один для загрузки, а другой для разгрузки штампа.
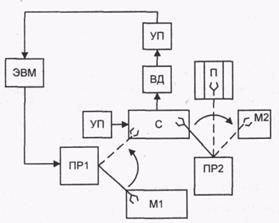
Рис. 16.3.Роботизированный комплекс холодной штамповки с адаптивным ПР
на входе: С — стол; ВД — видео датчик; УП — устройство подсветки;
УПО — устройство предобработки видеоинформации; П — пресс
Иногда разгрузку осуществляют с помощью толкателя, устанавливаемого на станине пресса, или сдувания штамповки сжатым воздухом. На рис. 16.3 показан пример РТК холодной штамповки с адаптивным ПР на входе для взятия заготовок из навала.
Адаптивный позиционный робот ПР1 с техническим зрением берет неориентированные листовые заготовки из магазина М1, где они расположены навалом, и в произвольном положении кладет на стол С. Над столом расположены видеодатчик ВД (телевизионная камера) и устройство подсветки УП. Информация от видеодатчика поступает на устройство предварительной обработки видеоинформации УПО, где осуществляется выделение контура заготовки. Далее в ЭВМ вычисляются координаты и ориентация заготовки и формируются корректирующие сигналы, передаваемые в устройство управления ПР1, по которым робот смещает заготовку на столе в расчетную позицию для последующего взятия ее цикловым промышленным роботом ПР2. Цикловой робот ПР2 устанавливает эту заготовку в пресс П, затем извлекает из него отштампованную деталь и кладет в магазин готовых деталей М2.
Дата добавления: 2022-02-05; просмотров: 519;
Поиск по сайту
Узнать еще
- Августовский путч и распад СССР. Окончание «холодной войны». Распад советского блока.
- Адаптивные комплексы
- Антивирусные программы и комплексы
- Б) Влияние параметров режима холодной прокатки на положение нейтрального сечения
- Банкетные закуски. Технологические требования к приготовлению, правила подачи. Ассортимент.
- Бутерброды. Технологические требования к приготовлению, правила подачи. Ассортимент.
- Виды деятельности детей и общие технологические требования к их организации
- Виды холодной деформации:

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
