Длительность производственного цикла простого процесса
Производственный цикл простого процесса начинается с запуска в производство заготовки или исходного материала и заканчивается выпуском готовой детали с последней операции.
Таким образом, производственный цикл простого процесса состоит из цикла выполнения технологических операций, а также вспомогательных, не перекрываемых основными, и времени перерывов в обработке.
Возможны три вида сочетания операционных циклов (видов движения предметов труда по операциям процесса): последовательный, параллельный и параллельно-последовательный.
1. Последовательный вид движения предметов труда характеризуется тем, что каждая последующая операция над партией начинается только после обработки ее на предыдущей операции. При этом партия не дробится, а передается в полном размере (см. рис. 2.2).
Технологический цикл определяется по формуле:
где m – число операций в процессе.
Таким образом, технологический цикл пропорционален размеру партии и трудоемкости операций. При этом имеют место существенные перерывы партионности. Поэтому такая организация движения предметов труда целесообразна при небольших партиях изделий и при невысокой трудоемкости операций. Это, как правило, свойственно мелкосерийному и единичному производству.

Рис. 2.2. График технологического цикла при последовательном виде движения ДСЕ
2. Параллельно-последовательный вид движения предметов труда предусматривает такой порядок передачи изделий (или небольших передаточных партий), при котором достигается наибольшая одновременность выполнения операционных циклов, причем вся партия обрабатывается на каждой операции непрерывно. Вся партия деталей в n штук передается по операциям частями, транспортными (передаточными) партиями в р штук или поштучно (см. рис. 2.3). Цикл при параллельно-последовательном движении предметов труда меньше, чем при последовательном вследствие наличия параллельности протекания каждой пары смежных операционных циклов:

В процессе возможны два варианта сочетания смежных операционных циклов:
а) при Топ m < Tоп(m+1)
б) при Топ m > Tоп (m+1)
Степень параллельности операционных циклов в этих вариантах будет различной. В первом случае партию на последующую операцию (m+1) можно передавать немедленно после окончания обработки первой штуки или передаточной партии на предыдущей операции m и беспрерывность обработки будет обеспечена. Во втором случае непрерывность обработки партии на последующей операции может быть достигнута лишь при накоплении перед началом ее минимально необходимого задела деталей и, следовательно, последующая операция может быть начата в более поздний момент времени. При такой организации в процессе не достигается полной непрерывности, так как детали пролеживают в ожидании обработки. Этот вид движения целесообразно применять при больших партиях и большой трудоемкости изделий, что свойственно крупносерийному производству.
3. Параллельный вид движения предметов труда в производстве характеризуется тем, что небольшие передаточные партии или отдельные штуки передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей (вне зависимости от длительности смежных операционных циклов). При этом партия разделяется на небольшие передаточные (транспортные) партии р или даже отдельные штуки, которые имеют независимое от всей партии движение в процессе обработки (см. рис. 2.4).

Рис. 2.3. График технологического цикла при параллельно-последовательном движении ДСЕ
Технологический цикл при параллельном виде движения изделий рассчитывается по формуле:
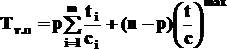
где (t/c)max – время выполнения с учетом числа рабочих мест самой продолжительной операции.
При этом партии или отдельные штуки в процессе обработки не пролеживают, однако рабочие места загружены не полностью. Таким образом, в этом случае имеет место параллельность, наиболее короткий цикл, но так же, как и ранее, не достигается непрерывность.
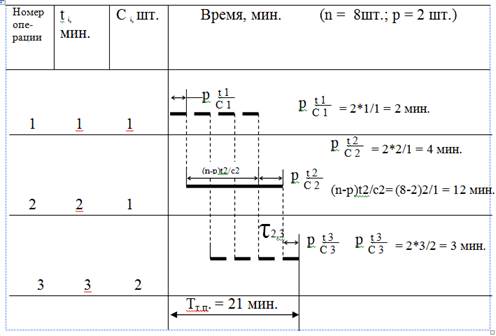
Рис. 2.4. График технологического цикла при параллельном виде движения ДСЕ
Вывод. Наиболее длительными технологический и производственный циклы получаются при последовательном виде движения. В этом случае продолжительность цикла прямо пропорциональна величине партии и нормам времени t. С учетом этого последовательный вид движения рационально применять при небольших партиях и непродолжительных операциях. Как правило, наименьшая длительность циклов при параллельном виде движения, но при этом возможны перерывы в работе на рабочих местах, которые снижают эффективность такой организации цикла. Расходы на транспортировку при параллельно-последовательном и параллельном видах движения больше, чем при последовательном, за счет увеличения числа транспортных партий (при последовательном виде величина транспортной партии равна обрабатываемой). Следовательно, чтобы сократить величину транспортных расходов, параллельный и параллельно-последовательный виды движения предметов труда более целесообразно использовать в случаях, когда рабочие места расположены по ходу операций технологического процесса, т. е. при предметном принципе организации участков, цехов.
В целом можно считать, что последовательный вид движения партий предметов труда предпочтительнее использовать в единичном и мелкосерийном производствах при технологическом принципе создания цехов и участков; параллельно-последовательный и параллельный – в серийном и массовом производствах, а также в единичном и мелкосерийном в условиях ГАП.
Дата добавления: 2022-02-05; просмотров: 470;
Поиск по сайту
Узнать еще
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II. Формализация процесса формирования математических моделей
- IX. ОСОБЕННОСТИ ПРОЦЕССА НАУЧНОГО ПОЗНАНИЯ
- XI. Требования к приему детей в дошкольные образовательные организации, режиму дня и организации воспитательно-образовательного процесса
- А. Составление схемы технологического процесса
- Автоматизация процесса
- Автоматизация процесса назначения IP-адресов узлам сети - протокол DHCP
- Автоматизация процесса назначения IP-адресов узлам сети – протокол DHCP

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
