Расчет торцевого уплотнения.
Расчет сводится к определению усилия сжатия пружины и мощности теряемой на трение между втулками. Потеря мощности в торцевых уплотнениях составляет 0,1-0,5 мощности, затрачиваемой в сальниках с мягкой набивкой.
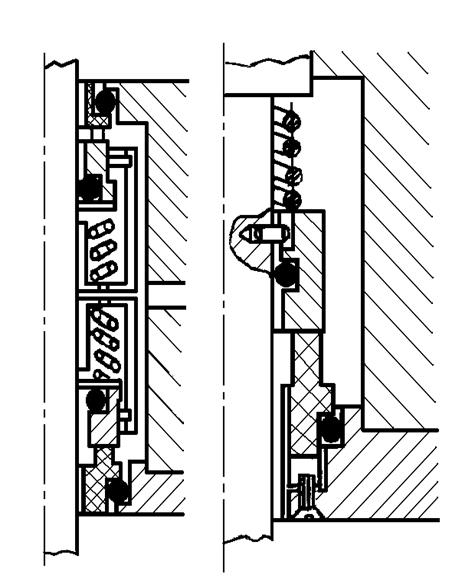
Рис. 2.42.
Расчетная схема торцевого уплотнения приведена на рис.2.43. Усилие сжатия пружины Рп гарантирующее герметичность соединения определяется как

где Ру - усилие трения уплотняющего кольца. Учитывая малое осевое смещение подвижного кольца и эластичность манжеты, при ориентировочных расчетах можно пренебречь;
Рд - усилие от рабочего давления в аппарате определяется
где r1 и r2 - соответственно, внутренний радиус неподвижнойвтулки и радиус вала;
|
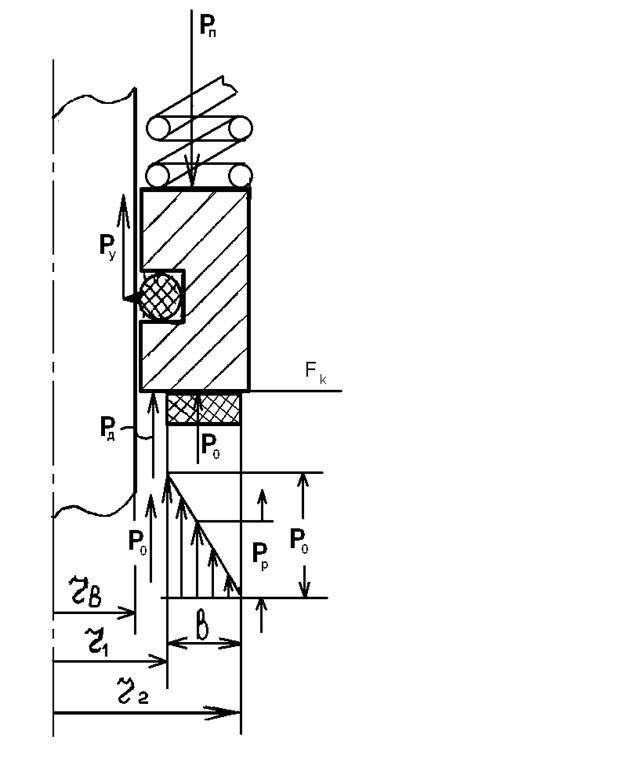
Pp - расклинивающее усилие , обусловлено давление между трущимися поверхностями втулок. Учитывая, что ширина неподвижной втулки b=r2-r1 невелика, для валов диаметром 40-100 мм b= 3 - 6 мм и падение давления Pr по линии контакта (в направлении радиуса линейным, эпюра давлений Pг), то может Pp быть рассчитана как
Pг - усилие герметизации зависит от удельного давления на контактную поверхность и рассчитывается по формуле
где Руд = (0,7 - 0,9) - для неразгруженных уплотнений, когда поверхность зазора между валом и неподвижной втулкой больше поверхности контакта втулок, т.е.  ;
;
Руд = (0,2 - 0,9) - для разгруженных уплотнений, когда К<1.
Мощность теряемая на трение в торцевом уплотнении Nтор определяется как

где f = 0,04 - 0,05 - коэффициент трения в приработанном торцевом уплотнении;
 - средняя угловая скорость вращающейся втулки. Преимущества торцевых уплотнений:
- средняя угловая скорость вращающейся втулки. Преимущества торцевых уплотнений:
малые потери мощности на трение;
сохранение герметичности независимо от износа неподвижного кольца 7, к которому подвижное 6 постоянно поджимается пружиной 2 с усилием Pп ;
торцевые уплотнения меньше реагируют на радиальные и осевые биения вала.
Основной недостаток - сложность конструкции, а также монтажа и, демонтажа уплотнения. ремонт торцевых уплотнений При ремонте все втулки подвергают тщательному осмотру;
В случае необходимости (раковины, мелкие трещины, неоднородности) их трущиеся поверхности обрабатывают на токарном станке. Втулки насаживают на точно изготовленные оправки с тем, чтобы обеспечить строгую перпендикулярность поверхности торца и оси вала. После механической обработки поверхности притирают вручную смесью мелкого абразивного порошка с маслом или пастой ГОИ на чугунных притирочных плитах.
Собранные на валу детали и неподвижная втулка должны иметь единую ось; допустимые отклонения от концентричности составляют не более половины допуска на изготовление. Зазоры между деталями проверяют щупом и пробным перемещением вручную.
Пружины перед установкой подвергают тщательной проверке, чтобы удостовериться в том, что на них отсутствуют трещины и забоины, их размеры строго соответствуют указанным в чертежах и они обеспечивают достаточную упругость. Особое внимание обращают на торцы витков пружины; они должны быть параллельны, в противном случае их шлифуют.
Качество работы уплотнения под нагрузкой характеризуется величиной утечки уплотняющего масла, которая не должна превышать предела установленного в паспорте. Собранное торцевое уплотнение может быть испытано на специальном стенде или вместе с оборудованием. Пуск торцевых уплотнений возможен только после того, как в системе налажена циркуляция масла.
Дата добавления: 2021-12-14; просмотров: 1130;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость
- АВТОМАТИЗАЦИЯ МЕЖБАНКОВСКИХ РАСЧЕТОВ
- Автоматизация расчета и построения базовых конструкций одежды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
