Набивочные материалы и условия их использования.
| Набивка | Условия использования | Среда | |
| Давление кг/см2 не выше | Температура, 0С не выше | ||
| Хлопчатобумажная | Воздух, вода | ||
| Пеньковая просаленная | Воздух, вода | ||
| Асбестовая сухая | Воздух, вода, нефть, масло | ||
| Хлопчатобумажная промасленная | Воздух, вода, масло | ||
| Асбестовая пропитанная АП | Пар, минеральные кислоты, аммиак, растворы солей | ||
| Асбестопроволочная | Пар, вода, бензин, органические растворители | ||
| Асбестовая маслобензостойкая | Органические растворители | ||
| От –195 До +250 | Кислоты, щёлочи, Растворители любых концентраций |
Основной недостаток сальниковых уплотнений, - они необеспечивают абсолютной герметизации, требуют постоянного надзора и частой смены набивки, чувствительны к радиальному биению вала, работают при значительных затратах мощности на трение.
Уплотнение достигается поджатием нажимной втулки 8 (рис.2.39) мягкой эластичной набивки 10,которая при этом заполняет все зазоры.
Качество уплотнения определяется усилием затяжки, однако при увеличении удельного давления нажимной втулки 8 на набивку 10, возрастает сила трения между валом (штоком) и набивкой, что приводит к повышенному нагреву узла уплотнения, набивка нагревается и быстро выходит из строя (становится хрупкой, обугливается), что ускоряет износ штока и вала. При нормальной затяжке жидкость должна просачиваться (капать) через уплотнение, обеспечивая его смазку.
Физическая картина работы сальникового уплотнения и расчетная схема усилия затяжки показана на рис.2.40. Расчет сальникового уплотнения сводится к определению усилия затяжки сальника, обеспечивающего необходимую герметичность и мощности, теряемую на трение вала о набивку. Под действием усилия затяжки P3, передаваемой нажимной втулкой ( грундбуксой ) в верхнем слое набивкой возникает осевое давление pc. Величина осевого давления в набивке по высоте h будет уменьшаться вследствие наличия сил трения. Силы трения обусловлены коэффициентами трения  - между набивкой и валом;
- между набивкой и валом;
 - между набивкой и корпусом сальника.
- между набивкой и корпусом сальника.
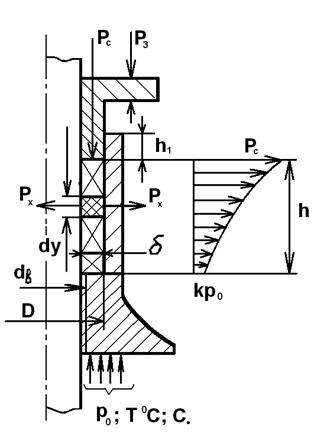
Рис 2.40. Ячеечная схема затяжки сальникового уплотнения.
Вследствие пластических свойств материала набивки (табл. которые определяются коэффициентом k>1 и зависит от свойств набивки и рабочего давления в аппарате p0.
Для определения характера изменения радиального давления py по высоте набивки h рассматривается её кольцевой слой толщиной dy и рассматривается силовое равновесие кольца.
В результате решения системы уравнений характер изменения радиального давления по высоте набивки определяется уравнением
Эпюра распределения давления показана в правой части (рис.4.3.37). Из неё следует, что максимальное давление в мягкой набивки от воздействия нажимной втулки находится в верхней части сальника, равное давлению, развиваемое втулкой от усилия затяжки P3. От верхних слоев набивки сальника давление резко по экспоненциальному закону уменьшается почти до рабочего давления в аппарате kp0.
Давление в верхнем слое набивки (при y = h ):
Усилие затяжки нажимной втулки (грундбуксы), по которому проводят её прочностные расчеты и затяжных шпилек
где k - коэффициент, равный 1,2 - 1,6;
p0 - рабочее давление в аппарате;
D - наружный диаметр набивки;
dв - диаметр вала или штока;
 - толщина набивки;
- толщина набивки;
h - высота набивки;
 - среднее значение коэффициента трения набивки.
- среднее значение коэффициента трения набивки.
Из этих выражений следует, что в основном работает только верхняя часть мягкой набивки, поэтому для нормальной работы сальника необходимо постоянно подтягивать нажимную втулку.
Мощность Nуп, затрачиваемая на трение в сальниковом уплотнении с мягкой набивкой, рассчитывается по формуле
где dн - диаметр вала мешалки, м;
n - частота вращения вала, с -1 ;
 и
и  - соответственно толщина и высота сальниковой набивки, м;
- соответственно толщина и высота сальниковой набивки, м;
P - избыточное давление в аппарате, Па
Толщина мягкой сальниковой набивки (м) определяется из выражения

где dв- диаметр вала мешалки, м.
Высоту набивки, увеличиваемую с ростом давления в аппарате, принимают:
Набивка сальников
Сальники набивают после того, как полностью проверены детали оборудования; особое внимание следует уделить легкости проворачивания вала или перемещения штока. От бухты набивки отрезают куски , которые сворачивают в кольца и тщательно пригоняют по валу или штоку. Длину каждой части определяют как:

где Dc - внутренний диаметр корпуса сальника, мм;
dв - диаметр вала (штока), мм.
Отдельные кольца укладывают в корпус сальника соединяя их косыми срезами (замок). Замки расположенных рядом колец должны быть смещены друг относительно друга не менее чем на 900. Каждое кольцо вводят в сальник до упора и обжимают набивку. После этого добавляют следующую набивку и т.д. Для этого применяют набор разъемных монтажных втулок.
После установки и запрессовки последнего кольца равномерно подтягивают нажимную втулку (грундбуксу), одновременно проворачивая вал или перемещая шток, чтобы предупредить заклинивание.
При подтяжке сальника следует избегать перекоса грундбуксы относительно вала или штока. По окончании подтяжки грундбуксы ослабляют и вновь заворачивают до упора. В подтянутом состоянии грундбукса должна входить внутрь сальниковой коробки на глубину не менее 0,1 её длины, степень затяжки, согласно расчетной величине затяжки окончательно регулируют с помощью динамометрического ключа, после запуска узла под рабочей нагрузкой.
Манжеты.
Существенное преимущество перед сальниковыми уплотнениями с мягкой набивкой имеют манжетные уплотнения, в которых стенки манжет прижимаются к деталям уплотнительного узла благодаря давлению рабочей жидкости в машине, что обеспечивается U-образной или елочной формой сечения манжет (рис.2.41).
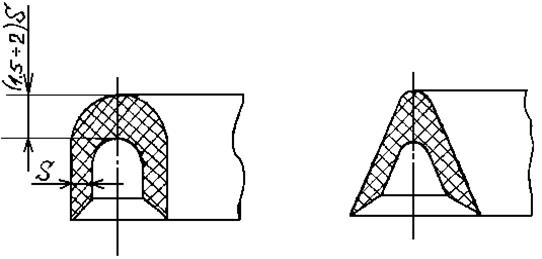
Рис. 2.41. Формы манжетных уплотнений.
Усилие на манжету прямо пропорционально давлению рабочей жидкости. Работа, затрачиваемая на трение в манжетных уплотнениях, в 4-5 раз меньше, чем в заранее поджатых сальниковых уплотнениях.
Мощность (Вт), теряемую на трение в манжетном уплотнении, ориентировочно можно определить по формуле

где f - коэффициент трения, 0,08-0,12 ;
dв - диаметр вала, м;
n - частота вращения вала, с-1.
Манжетные уплотнения применяют в гидравлических прессах, насосах, компрессорах для подачи холодных жидкостей. Манжеты выполняют из маслостойкой резины, прорезиновых пластмасс или фторопласта.
Торцевые уплотнения
Уплотнения сильно нагруженных валов насосов, а также валов реакторов и мешалок, работающих в условиях высоких температур, в газовых или других взрывоопасных и вредных средах должны характеризоваться большой надежностью в работе. В таких случаях применяют одинарные (например, марок ОП, ОК, ОТ), двойные (например, марок ДК, ДТ).
На рис.2.42 схематично изображены конструкции одинарного и двойного уплотнений. Основное отличие между ними заключается в том, что в одинарном уплотнении одна пара уплотняющихся поверхностей, а в двойном - две пары.
В этих уплотнениях герметичность достигает контактом между трущимися поверхностями двух втулок (колец), одно из которых вращается вместе с валом. 6, а другое 7 неподвижно закреплено в корпусе уплотнения 4. Необходимая степень контакта обеспечивается одной или несколькими пружинами. В большинстве случаев неподвижные втулки (кольца) 7 выполняют из резины, графита, бронзы, углеграфита, фарфор.
Подвижные 6 как конструктивно более сложные изготавливают из закаленной углеродистой стали, стали Х18НЮТ или стали с наплавкой. Эластичные уплотнительные кольца 5,8 имеющие в сечении d= 3 - 6 мм, изготавливают из резины (на основе специальных каучуков) или фторопласта.
Сочетание материалов трущихся пар и их физико-химические свойства зависят от давления, температуры и химической активности герметизируемой среды, а также от антифрикционных свойств этих материалов.
Дата добавления: 2021-12-14; просмотров: 821;
Поиск по сайту
Узнать еще
- I. Развитие Донбасса в условиях кризиса феодально-крепостнической системы
- III. Условия развития личности.
- IV. СПРАВОЧНЫЕ МАТЕРИАЛЫ И РЕКОМЕНДУЕМЫЕ ДОКУМЕНТЫ
- IV. Требования к условиям проведения обследования
- IV. ФЕРРОМАГНИТНЫЕ МАТЕРИАЛЫерромагнитные материалы
- V. Материалы госстатистики и экономических исследований.
- А) Граничные условия первого рода
- Абразивные и вспомогательные материалы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
