Шпоночные и зубчатые (шлицевые) соединения
Служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т.д. Соединения в основном нагружаются вращающим моментом.
Шпоночные соединения
Все основные виды шпонок можно разделить на клиновые и призматические. Первая группа шпонок образует напряженные (в соединении образуется напряжение до приложения внешней нагрузки), а вторая – ненапряженные соединения.
1. Соединение клиновыми шпонками (например, врезной клиновой шпонкой) характеризуется свободной посадкой ступицы на вал (с зазором); расположением шпонки в пазе с зазорами по боковым граням (рабочими являются широкие грани шпонки); передачей вращающегося момента от вала к ступице в основном силами трения, которые образуются в соединении от запрессовки шпонки. Запрессовка шпонки смещает центры вала и ступицы на величину ∆, равную половине зазора и деформации деталей. Это смещение вызывает дисбаланс и неблагоприятно сказывается на работе механизма при больших частотах вращения.
Клиновая форма шпонки может вызвать перекос детали, при котором ее торцовая плоскость не будет перпендикулярна оси вала. Обработка паза в ступице с уклоном шпонки, создает дополнительные технологические трудности и часто требует индивидуальной пригонки шпонки по пазу. Такая пригонка совершенно недопустима в условиях массового производства. Эти недостатки послужили причиной того, что применение клиновых шпонок резко сократилось в условиях современного производства. Значительное сокращение применения клиновых шпонок позволяет не рассматривать в настоящем курсе их конструктивные разновидности и расчет на прочность.
2. Соединение призматическими шпонками ненапряженное. Оно требует изготовление вала и отверстия с большой точностью. Во многих случаях посадка ступицы на вал производиться с натягом. Момент передается с вала на ступицу боковыми узкими гранями шпонки. При этом на них возникает напряжение смятия σ см, а в продольном сечении шпонки – напряжение среза τ.
Параллельность граней призматической шпонки позволяет осуществлять подвижные в осевом направлении соединения ступицы с валом (коробки скоростей и др.). силы трения, возникающие при перемещении ступицы в подвижном соединении могут нарушить правильное положение шпонки, поэтому ее рекомендуют крепить к валу винтами. В некоторых конструкциях подвижных соединений целесообразно применять короткие шпонки, прикрепленные к ступице.
Оценка соединений призматическими шпонками и их применение
Призматические шпонки широко применяют во всех отраслях машиностроения. Простота конструкции и сравнительно низкая стоимость – главные достоинства этого вида соединений.
Отрицательные свойства: соединение ослабляет вал и ступицу шпоночными пазами; концентрация напряжения в зоне шпоночной канавки снижает сопротивление усталости вала; прочность соединения ниже прочности вала и ступицы, в особенности при переходных посадках или посадках с зазором. Поэтому шпоночные соединения не рекомендуют ля быстроходных динамически нагруженных валов. Технологическим недостатком призматических шпонок является трудность обеспечения их взаимозаменяемости, т.е. необходимость пригонки или подбора шпонки по пазу, что ограничивает их применение в крупносерийном и массовом производстве. Пригонкой стремятся обеспечить устойчивое положение шпонки в пазах, так как перекос (выворачивание) шпонки значительно ослабляет соединение. Сегментная шпонка с глубоким пазом в этом отношении обладает преимуществом перед простой призматической шпонкой. Ее предпочитают применять при массовом производстве.
Зубчатые (шлицевые) соединения
Зубчатые соединения образуются при наличии наружных зубьев на валу и внутренних зубьев в отверстии ступицы. Размеры зубчатых соединений, а также допуски на них стандартизованы.
Зубья на валах получают фрезерованием, строганием или накатыванием. Протягивание – высокопроизводительный способ и широко применяется в массовом производстве. Для отделочных операций используют шлифование, дорнирование и др.
Стандартом предусмотрены три серии соединений: легкая; средняя;
тяжелая.
Они отличаются высотой и числом зубьев, число зубьев изменяется от 6 до 20. У соединений тяжелой серии зубья выше, а их число больше, что позволяет передавать больше нагрузки.
По форме профиля различают зубья:
-прямобочные - соединения с прямобочными зубьями выполняют с центрированием по боковым граням, по наружному или внутреннему диаметрами;
-эвольвентные - соединения с эфольвентными зубьями предпочтмтельны для больих диаметров валов, когда для нарезания зубьев в отверстии и на валу могут быть использованы весьма совершенные технологические способы, применяемые для зубчатых колес. Для сравнительно малых и средних диаметров преимущественно применяют соединения с прямобочными зубьями, так как эвольвентные протяжки дороже прямобочных. (это связано с трудностями образования режущих кромок на боковых поверхностях фасонных профилей эвольвентных зубьев протяжки);
-треугольные – мало распространены.
7. Соединения деталей посадкой с натягом
Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и др. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую.
Натягом N называется положительная разность диаметров вала и отверстия: N = B – A. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности возникают удельное давление р и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать вращающий момент в осевую силу. Защемление вала во втулке позволяет, кроме того, нагружать соединение изгибающим моментом.
Нагрузочная способность соединения, прежде всего, зависит от натяга, величину которого устанавливают в соответствии с нагрузкой. Практически натяг не очень невелик, он измеряется микрометрами и не может быть выполнен точно. Неизбежные погрешности приводят к рассеиванию натяга а следовательно и к рассеиванию нагрузочной способности соединения.
Сборку соединения выполняют одним из трех способов: прессованием, нагревом втулки , охлаждением вала.
Прессование – распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения от торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением. Для облегчения сборки и уменьшения шабровки концу вала и краю отверстия рекомендуется придавать коническую форму.
Шабровка поверхностей контакта устраняется полностью при сборке по методу нагревания втулки (200 - 400˚С) или охлаждения вала (твердая углекислота -79 ˚С). Недостатком метода нагревания является возможность изменения структуры металла, появления окалины и коробления. Метод охлаждения свободен от этих недостатков.
Оценка и область применения
Основное положительное свойство соединения с натягом – его простота и технологичность. Это обеспечивает сравнительно низкую стоимость соединения и возможность его применения в массовом производстве. Хорошее центрирование деталей и распределение нагрузки по всей посадочной поверхности позволяют использовать соединение в современных высокоскоростных машинах.
Существенный недостаток соединения с натягом – зависимость его нагрузочной способности от ряда факторов, трудно поддающихся учету: широкого рассеивания величин коэффициента трения и натяга, влияние рабочих температур на прочность соединения и т.д. К недостаткам соединения также относятся наличие высоких сборочных напряжений в деталях и уменьшение их сопротивления усталости вследствие концентрации давления у краев отверстия. Влияние этих недостатков снижается по мере накопления результатов экспериментальных и теоретических исследований, позволяющих совершенствовать расчет, технологию и конструкцию соединения. Развитие технологической культуры и особенно точности производства деталей обеспечивает этому соединению все более широкое применение. С помощью натяга с валом соединяют зубчатые колеса, маховики, подшипники качения, роторы электродвигателей, диски турбин и др. Соединения с натягом могут быть основными вспомогательными. В первом случае большая доля нагрузки воспринимается посадкой, а шпонка только гарантирует прочность соединения. Во втором случае посадку используют для частичной разгрузки шпонки и центрирования деталей.
Заключение
Детали, составляющие машину связаны между собой тем или иным способом. Эти связи можно разделить на подвижные (различного рода шарниры, подшипники и т.д.) и неподвижные (резьбовые, сварные и т.д.). Неподвижные связи в технике называют соединениями.
Соединения являются важными элементами конструкций. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Основным критерием работоспособности расчета соединений является прочность. Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкции и т.п.
По признаку разъёмности все виды соединений можно разделить на разъемные и неразъемные:
1) Разъемные соединения позволяют разъединять детали без всяких повреждений. К ним относятся резьбовые, штифтовые, клеммовые, шпоночные, шлицевые и профильные соединения.
2) Неразъемные соединения не позволяют разъединять детали без их повреждений. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. К этой группе соединений относятся заклепочные, сварные и соединения с натягом.
Занятие 32. Пластические массы: свойства, виды, применение.
Общие сведения о пластмассах.
Структура и строение пластических масс.
Пластические массы (пластмассы) – неметаллические композиционные материалы на основе полимеров (смол), способные под влиянием нагревания и давления формироваться в изделия и устойчиво сохранять в результате охлаждения или отверждения приданную им форму.
Для пластмасс характерны малая плотность, высокая устойчивость против коррозии, в большинстве случаев, низкий коэффициент трения, высокие электроизоляционные, теплоизоляционные и демпфирующие свойства, декоративность. Их недостатки - низкие теплостойкость и теплопроводность, гигроскопичность, склонность к старению и снижению прочностных свойств под воздействием температуры; времени и различных сред. Основу пластмасс составляют полимеры, от типа и количества которых зависят физические, механические и технологические свойства пластмасс.
Полимеры - это высокомолекулярные соединения (рис. 32.1), имеющие линейную (а), разветвленную (б) или пространственную (в) структуру. Молекула полимера - это длинная цепь, состоящая из отдельных звеньев (рис. 32.3), однотипных по химическому составу и строению (гомополимер) или разнотипных (сополимер). Полимер, у которого макромолекулы состоят из разнородных относительно крупных звеньев (осколков макромолекул), называют блок-сополимером. Если к макромолекулам прививаются «боковые» отростки макромолекул другого вещества, то получаются привитые сополимеры. Создавая привитые сополимеры, можно получать материалы с новыми, заранее заданными свойствами.
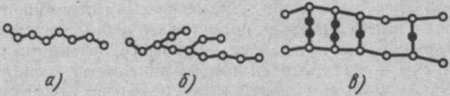
Рис. 32.1. Структура полимеров:
а - линейная, б - разветвленная, в - пространственная
Полимеры могут находиться в аморфном и кристаллическом состояниях. При переходе полимера из аморфного в кристаллическое состояние существенно меняются его физико-механические свойства, повышается прочность и теплостойкость. Под действием теплоты аморфные полимеры переходят из твердого (стеклообразного) состояния в высокоэластичное и вязкотекучее состояние (рис.32.4). Из термомеханической кривой аморфного полимера видно, что в температурной зоне I вещество находится в стеклообразном состоянии, деформация е мала и увеличивается пропорционально температуре. Выше температуры стеклования tс полимер становится высокоэластичным (зона II), а выше температуры текучести tт - вязкотекучим (зона III). Теплостойкость полимерного материала характеризуется температурой стеклования tс. Знание температур стеклования и текучести позволяет обоснованно назначать температурные интервалы формования изделий из полимеров.
Для кристаллических полимеров термомеханические кривые имеют иной вид, чем для аморфных полимеров. Некоторые полимеры с увеличением температуры разлагаются, не переходя и в вязкотекучее состояние.
Линейные и разветвленные полимеры служат основой термопластичных пластмасс (термопластов). Макромолекулы линейных полимеров представляют собой цепи, имеющие длину, в сотни и тысячи раз превышающую размеры поперечного сечения. При разветвленной структуре полимера макромолекулы имеют боковые ответвления, длина и число которых могут быть различными.
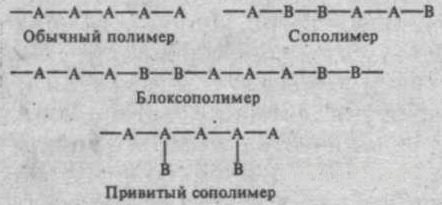
Рис. 32.3. Схема строения полимеров:
А и В – звенья различных макромолекул
Полимеры, способные образовывать пространственные структуры, служат основой термореактивных пластмасс (реактопластов). Пространственные структуры получаются из отдельных линейных цепей полимеров в результате возникновения поперечных связей. При этом полимер становится полностью неплавким и нерастворимым. При редких связях возможно некоторое набухание под воздействием растворителя и незначительное размягчение при нагреве.
Полимеры с течением времени могут значительно изменять свои свойства и стареть. При этом снижается механическая прочность, уменьшается эластичность, повышается хрупкость. Старение полимеров происходит в результате физико-химических процессов, в основном деструкции - разрыва химических связей в основной цепи макромолекул. Деструкцию полимеров вызывает нагрев, воздействие окислительных реагентов, облучение и т. д.
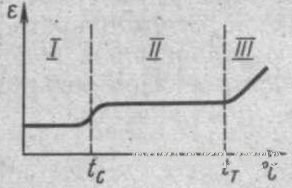
Рис. 32.4. Термомеханическая кривая аморфного полимера
Механическая деструкция происходит при истирании и разрыве полимерных материалов. Термическая деструкция зависит от структуры полимера и приводит к его распаду на исходные мономеры. Химическая деструкция возникает под влиянием кислорода воздуха и может ускоряться под действием света.
Для замедления процесса старения в пластмассы добавляют различные стабилизаторы - органические вещества, которые уменьшают действие того или иного фактора. Например, амины предохраняют полимеры от окисления; сажа, поглощая свет, служит светостабилизатором и т. д.
Классификация пластмасс. В зависимости от вида связей между молекулами полимеров и их поведения при повышенных температурах пластмассы (табл. 32.5) разделяют на термопластичные (термопласты) и термореактивные (реактопласты).
Термопласты получают на основе полимеров, молекулы которых связаны слабыми межмолекулярными силами. Наличие таких межмолекулярных связей позволяет полимеру много раз размягчаться при нагревании и твердеть при охлаждении, не теряя свои первоначальные свойства. К термопластам относят полиэтилен, капрон, полиамиды, поливинилхлорид, винипласты, фторопласты, органическое стекло и др.
Реактопласты получают на основе полимеров, молекулы которых наряду с межмолекулярными силами могут связываться химически. Возникновение прочных химических связей в полимерах происходит при нагревании или при введении отверждающих добавок - отвердителей. Отвердителями называют вещества, которые в количестве нескольких процентов вводят в реактопласты для соединения полимерных молекул химическими связями. В результате введения отвердителя образуется пространственная молекулярная сетка, а молекулы отвердителя становятся частями этой сетки. При возникновении химических связей полимер превращается в жесткое неплавящееся и нерастворимое вещество. Примером реактопластов могут служить эпоксидные и полиэфирные смолы, фенопласты и другие полимеры.
Таблица 32.5. Пластмассы

Пластмассы разделяют на пластики и эластики. Первые называют жесткими, они имеют незначительное относительное удлинение, вторые - мягкими, они имеют большое относительное удлинение и малую упругость.
По составу пластмассы разделяют на две группы - ненаполненные и наполненные (композиционные).
Ненаполненные пластмассы – это полимеры в чистом виде, например полиэтилен, полиамид, органическое стекло и др.
Наполненные пластмассы – это сложные композиции, содержащие кроме полимера различные добавки. Добавки позволяют изменять свойства полимера в нужном направлении. К добавкам относят наполнители, пластификаторы, стабилизаторы, катализаторы, красители, отвердители и специальные добавки.
Наполнители упрочняют материал, удешевляют его и придают ему специальные свойства, например повышают теплостойкость, уменьшают усадку и т. д. В качестве наполнителей используют органические (древесная мука, целлюлоза, хлопковые очесы, хлопчатобумажная ткань, древесный шпон, бумага и т. д.) и неорганические (графит, тальк, асбест, кварц, слюда, стекловолокно, стеклоткань и др.) вещества. В пластмассе может содержаться до 70% наполнителей.
Пластификаторы облегчают переработку пластмасс и делают их более эластичными. Кроме того, пластификаторы увеличивают гибкость, уменьшают хрупкость и улучшают формуемость пластмасс. Пластификаторы уменьшают межмолекулярное взаимодействие и хорошо совмещаются с полимерами. В качестве пластификаторов используют эфиры, дибутилфталат, касторовое масло и др. Их добавляют в пластмассы в количестве 10-20%.
Стабилизаторы - различные органические вещества, способствуют предотвращению старения пластмасс и сохранению их полезных характеристик. Отвердители ускоряют процессы отвердения смол и получения пластмасс. Катализаторы – вещества (известь, магнезия и д р.), ускоряющие отвердение пластмасс. Красители - вещества (сурик, мумия, нигрозин и др.), придающие пластмассам требуемый цвет. Специальные добавки - вещества, которые служат для изменения или усиления какого-либо свойства. К ним относят смазывающие вещества (стеарин, олеиновая кислота и др.), которые увеличивают текучесть, уменьшают трение между частицами композиций и устраняют прилипание к пресс-формам, вещества для уменьшения статических электрических зарядов, уменьшения горючести, защиты от плесени и т. д.
Свойства, состав и классификация пластмасс.
Пластическими массами (пластмассами) называются материалы, получаемые на основе природных или синтетических полимеров. Пластмассы являются важнейшими современными конструкционными материалами. Они обладают рядом ценных свойств: малой плотностью (до 2 г/см3), высокой удельной прочностью, низкой теплопроводностью, химической стойкостью, хорошими электроизоляционными свойствами, звукоизоляционными свойствами. Некоторые пластмассы обладают оптической прозрачностью, фрикционными и антифрикционными свойствами, стойкостью к истиранию и др. Кроме того, пластмассы имеют хорошие технологические свойства: легко формуются, прессуются, обрабатываются резанием, их можно склеивать и сваривать. Недостатками пластмасс являются низкая теплостойкость, низкая ударная вязкость, склонность к старению для ряда пластмасс.
Основой пластмасс являются полимерные связующие вещества. Кроме связующих в состав пластмасс входят: наполнители для повышения прочности и придания специальных свойств; пластификаторы для повышения пластичности, что необходимо при изготовлении изделий из пластмасс; отвердители, ускоряющие переход пластмасс в неплавкое, твердое и нерастворимое состояние; стабилизаторы, предотвращающие или замедляющие процесс старения; красители.
По поведению при нагреве все пластмассы делятся на термопластичные и термореактивные.
Термопластичные при неоднократном нагревании и охлаждении каждый раз размягчаются и затвердевают.
Термореактивные при нагревании размягчаются, затем еще до охлаждения затвердевают (вследствие протекания химических реакций) и при повторном нагревании остаются твердыми.
По виду наполнителя пластмассы делятся на порошковые, волокнистые, слоистые, газонаполненные и пластмассы без наполнителя.
По способу переработки в изделия пластмассы подразделяются на литьевые и прессовочные. Литьевые перерабатываются в изделия методами литьевого прессования и являются термопластичными. Прессовочные перерабатываются в изделия методами горячего прессования и являются термореактивными.
По назначению пластмассы делятся на конструкционные, химически стойкие, прокладочные и уплотнительные, фрикционные и антифрикционные, теплоизоляционные и теплозащитные, электроизоляционные, оптически прозрачные, облицовочно-декоративные и отделочные.
Слоистые пластмассы получают прессованием (или намоткой) слоистых наполнителей, пропитанных смолой. Они обычно выпускаются в виде листов, плит, труб, из которых механической обработкой получают различные детали.
Текстолит — это материал, полученный прессованием пакета кусков хлопчатобумажной ткани, пропитанной смолой. Обладает хорошей "способностью поглощать вибрационные нагрузки, электроизоляционными свойствами. Теплостоек до 80°С. Стеклотекстолит отличается от текстолита тем, что в качестве наполнителя используется стеклоткань. Более прочен и теплостоек, чем текстолит, имеет лучшие электроизоляционные свойства. В асботекстолите наполнителем является асбестовая ткань. Кроме электроизоляционных, он имеет хорошие теплоизоляционные и фрикционные свойства. Гетинакс представляет собой материал, полученный прессованием нескольких слоев бумаги, пропитанной смолой. Он обладает электроизоляционными свойствами, устойчив к действию химикатов, может применяться при температуре до 120-140°С. Стекловолокнистый анизотропный материал (СВАМ) получают прессованием листов стеклошпона, пропитанных смолой. Стеклошпон изготовляется из стеклянных нитей, которые склеиваются между собой сразу после изготовления. Листы стеклошпона располагаются в материале так, чтобы волокна соседних листов располагались под углом 90°. СВАМ обладает высокой прочностью, хорошими электроизоляционными свойствами, теплостоек до 200-400°.
Волокнистые пластмассы представляют собой композиции из волокнистого наполнителя, пропитанного смолой. Они делятся на волокниты, асбоволокниты и стекловолокниты.
В волокнитах в качестве наполнителя применяется хлопковое волокно. Они используются для относительно крупных деталей общетехнического назначения с повышенной стойкостью к ударным нагрузкам. Асбоволокниты имеют наполнителем асбест — волокнистый минерал, расщепляющийся на тонкое волокно диаметром 0,5 мкм. Обладают теплостойкостью до 200°С, устойчивостью к ударным воздействиям, химической стойкостью, электроизоляционными и фрикционными свойствами. Стекловолокниты имеют в качестве наполнителя короткое стекловолокно или стеклонити. Прочность, электроизоляционные свойства и водостойкость стекловолокнитов выше, чем у волокнитов. Применяются для изготовления деталей, обладающих повышенной прочностью.
Порошковые пластмассы в качестве наполнителя используют органические порошки (древесная мука, порошкообразная целлюлоза) и минеральные порошки (молотый кварц, тальк, цемент, графит). Эти пластмассы обладают невысокой прочностью, низкой ударной вязкостью, электроизоляционными свойствами. Пластмассы с органическими наполнителями применяются для ненагруженных деталей общетехнического назначения — корпусов приборов, рукояток, кнопок. Минеральные наполнители придают порошковым пластмассам химическую стойкость, водостойкость, повышенные электроизоляционные свойства.
Рассмотренные выше пластмассы со слоистыми, волокнистыми и порошковыми наполнителями имеют чаще всего термореактивные связующие, хотя имеются пластмассы с термопластичными связующими.
Пластмассы без наполнителя чаше всего являются термопластичными материалами. Рассмотрим наиболее важные из них.
Полиэтилен (-CH2-CH2-)n — продукт полимеризации бесцветного газа — этилена. Один из самых легких материалов (плотность 0,92 г/см3), имеет высокую эластичность, химически стоек, морозостоек. Недостатки — склонность к старению и невысокая теплостойкость (до 60°С). Используется для изготовления пленки, изоляции проводов, изготовления коррозионно-стойких труб, уплотнительных деталей. Занимает первое место в общем объеме производства пластмасс.
Полипропилен (-СН2-СНС6Н.-)n — продукт полимеризации газа пропилена. По свойствам и применению аналогичен полиэтилену, но более теплостоек (до 150°С) и менее морозостоек (до -10°С).
Поливинилхлорид. Пластифицированный поливинилхлорид называют пластиком, непластифицированный твердый листовой материал - винипластом. Пластмассы на основе поливинилхлорида обладают хорошими диэлектрическими и механическими свойствами. Однако они имеют невысокую термостойкость: до 60°С. Поливинилхлорид не стоек к действию ароматических и хлорированных углеводородов и концентрированной азотной кислоты.
Рабочая температура винипласта для нагруженных деталей от 0 до +40°С. Винипласт при пониженных температурах становится хрупким; при резких изменениях температуры коробится, а при нагреве до 40-60°С разупрочняется и теряет жесткость. Он не горит, но при температуре 120-140°С начинает размягчаться, что используется для сварки отдельных листов между собой. В пламени обугливается; температура разложения 160-200°С. Склонен к старению под влиянием атмосферных воздействий и химических реагентов, при этом приобретает повышенную хрупкость и пониженную прочность при разрыве.
Винипласт выпускают главным образом в виде листов, труб, стержней, уголка. Изделия из винипласта изготовляют выдавливанием, штамповкой, гибкой, механической обработкой, сваркой, склейкой. Склеивание осуществляют перхлорвиниловым клеем. Гибку, штамповку, вытяжку можно проводить при нагреве (130°С).
Из винипласта изготовляют емкости в химическом машиностроении, аккумуляторные баки и сепараторы для аккумуляторов, вентили, клапаны, фитинги для трубопроводов, крышки, пробки, плитки для футеровки электролизных и травильных ванн, детали насосов и вентиляторов и другие изделия.
Изделия из винипласта не должны подвергаться толчкам и ударам при низких температурах, их прочность зависит от величины и продолжительности действия деформирующих усилий. Во все композиции на основе поливинилхлорида вводят стабилизирующие вещества для защиты от теплоты и света.
Пластикаты применяют для изоляции и оболочек проводов и кабеля, для производства медицинских изделий, в строительной промышленности. Пасты из поливинилхлорида с пластификатором используют для защиты металлов от коррозии.
Полистирол. Это бесцветный прозрачный материал, обладающий абсолютной водостойкостью, высокими электроизоляционными свойствами, светостойкостью и твердостью. Полистирол стоек к плесени, к щелочным и кислым средам и растворяется в ароматических и хлорированных углеводородах. Его диэлектрические свойства мало изменяются при изменении температуры от -80 до +110°С. К недостаткам полистирола относят его малую теплостойкость, хрупкость и подверженность к старению и растрескиванию. Для предотвращения растрескивания в полистирольные материалы вводят пластификаторы или минеральные наполители. Перерабатывается полистирол методом литья под давлением, экструзией и выдуванием. Изделия из полистирола можно подвергать любым видам механической обработки.
Из полистирола изготовляют антенны, панели, катушки, лабораторную посуду. Из блочного полистирола экструзией - выдавливанием можно получать трубки, стержни и другие профильные изделия, пленки, ленты и нити различной толщины. Полистирольные трубки применяют для изоляции высокочастотных проводов, изготовления деталей радиолокационной аппаратуры, изоляторов. Этот полимер широко используют для изготовления бытовых изделий; в технике широко применяются сополимеры стирола. Сополимеризация улучшает свойства чистого полимера (механическую прочность, теплостойкость). Сополимеры стирола применяют с метилметакрилатом (марки МСН, МС-2 и МС-3). При сополимеризации стирола с нитрильным каучуком получают материал ПКНД, обладающий большой гибкостью. Из него изготовляют ударостойкие корпуса для машин методом литья под давлением или глубокой вытяжки. Более прочный материал СНП (сополимер стирола с акрилонитрилом, модифицированный нитрильным каучуком) выпускают в виде листов и крошки, перерабатывают в изделия методом литья под давлением и штамповкой изделий из листов.
Органическое стекло — прозрачный термопластичный материал на основе полиакриловой смолы. Отличается высокой оптической прозрачностью, в 2 раза легче минеральных стекол, обладает химической стойкостью. Недостатки — низкая твердость и низкая теплостойкость. Используется для остекления в автомобиле- и самолетостроении, для прозрачных деталей в приборостроении.
Фторопласты.
Эти полимеры состоят преимущественно из углерода и фтора. Наибольшее применение в промышленности получили непрозрачные для света фторопласт-4 и фторопласт-3. Фторопласт-4 химически абсолютно стоек. На него оказывают действие только расплавы солей щелочных металлов и фтор при высоких температурах. Коэффициент трения фторопласта-4 в семь.раз ниже коэффициента трения хорошо полированной стали, что способствует использованию его в машиностроении для трущихся деталей без применения смазки, однако при незначительных нагрузках, так как фторопласт-4 обладает хладотекучестью, увеличивающейся с повышением температуры. Фторопласт-4 работает в интервале температур от -250 до +260°С. Фторопласт-4 не перерабатывается обычными методами для переработки термопластов, так как не переходит в вязкотекучее состояние. Изделия из фторопласта-4 получают спеканием при температуре 350-370°С порошка, спрессованного по форме детали.
Фторопласт-3 при нагреве до температуры 210°С размягчается и плавится, что дает возможность перерабатывать его методом литья под давлением. Фторопласт-3 может работать в интервале температур от -80 до +70°С; он химически стоек, но набухает в органических растворителях; более тверд и механически прочен, чем фторопласт-4, не обладает холодной текучестью.
Фторопласты широко применяются для изготовления уплотнительных деталей - прокладок, набивок, работающих в агрессивных средах, деталей клапанов кислородных приборов, мембран, химически стойких деталей (труб, гибких шлангов, кранов и т. д.), самосмазывающихся вкладышей подшипников, реакторов, насосов, тары пищевых продуктов, используют в восстановительной хирургии. Фторопласты также нашли применение для защиты металла от воздействия агрессивных сред. Покрытие производится из суспензий или эмульсий с последующим спеканием.
Газонаполненные пластмассы представляют собой материалы на основе синтетических смол, содержащие газовые включения. В пенопластах поры, заполненные газом, не соединяются друг с другом и образуют замкнутые объемы. Они отличаются малой плотностью (0,02-0,2 г/см3), высокими тепло-, звуко- и электроизоляционными свойствами, водостойкостью. Недостатки пенопластов — низкая прочность и низкая теплостойкость (до 60°С). Используются для теплоизоляции и звукоизоляции, изготовления непотопляемых плавучих средств, в качестве легкого заполнителя различных конструкций. Мягкие виды пенопластов используются для изготовления мебели, амортизаторов и т.п.
Поропласты — это газонаполненные пластмассы, поры которых сообщаются между собой. Их плотность составляет 0,02-0,5 г/см3. Они представляют собой мягкие эластичные материалы, обладающие водопоглощением.
Термореактивные пластмассы и полимеры.
Фенопласты.
Их изготовляют на основе фенолоформальдегидных смол, они широко распространены благодаря простому и дешевому способу получения сырья и его переработки, а также возможности изготовления из этих материалов сложных изделий. Фенопласты отличаются высокой прочностью, теплостойкостью, стойкостью к кислотам, щелочам и органическим растворителям, а также наличием диэлектрических свойств. Из фенолоформальдегидных смол с добавкой наполнителей изготовляют пресс-порошки, волокнистые и слоистые пластики.
Текстолит.
Это слоистая пластмасса, где в качестве наполнителя используется хлопчатобумажная ткань, в качестве связующего - фенолоформальдегидная смола.
Текстолит обладает относительно высокой механической прочностью, малой плотностью, высокими антифрикционными свойствами, высокой стойкостью к вибрационным нагрузкам, износоустойчивостью и хорошими диэлектрическими свойствами. Теплостойкость текстолита 120-125°С. Текстолит нашел широкое применение как заменитель цветных металлов для вкладышей подшипников прокатных станов в металлургической промышленности, как конструкционный и поделочный материал в авиа- и машиностроении; для изготовления шестерен в автомобилях и других технических изделиях, к которым предъявляются высокие механические требования. Текстолитовые шестерни в отличие от металлических работают бесшумно. Электротехнический текстолит применяют для изготовления электроизоляционных изделий повышенной прочности - изолирующие ролики, пазовые и изолирующие клинья в генераторах, разные изолирующие детали для работы на воздухе и в трансформаторном масле.
Гетинакс.
Это слоистая пластмасса на основе фенолоформальдегидной смолы и листов бумаги. Гетинакс выпускают под марками А, Б, В, Г. Гетинакс марок А и В имеет повышенные электрические свойства, марок Б и Г - повышенную механическую прочность. Гетинакс выпускают в виде листов толщиной 0,5-50 мм, стержней диаметром до 25 мм и трубок различных диаметров. Гетинакс применяют главным образом как электроизоляционный материал. Выпускают также декоративный гетинакс для отделочных работ. Из гетинакса готовят фасонные изделия технического и бытового назначения.
Асботекстолит.
Это слоистый пластик на основе асбестовой ткани, пропитанной фенолоформальдегидной смолой, устойчив к резким колебаниям температуры и влажности, бензостоек, отличается высокими фрикционными, электроизоляционными и теплоизоляционными свойствами. Из асбогекстолита выполняют тормозные колодки и диски сцепления.
Газонаполненные и фольгированные пластмассы.
Газонаполненные пластмассы.
К ним относят легкие пластмассы - пенопласты и поропласты, которые состоят из мельчайших ячеек или пор, отделенных друг от друга тонкой пленкой полимера. Материалы, состоящие из замкнутых, несообщающихся ячеек, называют пенопластами, а материалы, в которых преобладают сообщающиеся между собой поры, - поропластами. В тех случаях, когда от материала требуются высокие тепло- и электроизоляционные свойства и водонепроницаемость, следует применять пенопласты. Для звукоизоляции используют поропласты. Пено- и поропласты получают насыщением расплавленной смолы газами под давлением, при этом происходит вспенивание полимера. В пенопластах 90-95% объема занимают газы.
Наибольшее применение получили пенополиуретаны, обладающие высокими диэлектрическими, тепло-, звуко- и виброизоляционными свойс
Дата добавления: 2016-06-05; просмотров: 4362;
Поиск по сайту
Узнать еще
- I. Реакции присоединения
- Автомобильной службы части (соединения) после получения задачи
- Автотехническим обеспечением части (соединения)
- АЛИЦИКЛИЧЕСКИЕ СОЕДИНЕНИЯ
- Алюминий и его соединения: получение, физические и химические свойства. Медико-биологическое значение алюминия.
- анатомия костей скелета. соединениякостей
- Ароматические соединения
- Ароматическое строение; энергия резонанса (сопряжения) на примерах: бензол, нафталин, гетероциклические соединения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
