Влияние условий и режима резания на параметры колебаний
Наиболее полно изучено влияние условий обработки на низкочастотные колебания, поскольку изменение частоты и амплитуды этих колебаний может проводиться с помощью простейших виброизмерительных приборов, а также по вибрационным следам на обрабатываемой поверхности.
При обработке сталей амплитуда автоколебаний увеличивается при увеличении скорости резания в диапазоне наростообразования, а при дальнейшем увеличении скорости резания - уменьшается. При этом увеличение переднего угла приводит к снижению максимального значения амплитуды колебаний и смещение его в зону более низких скоростей резания. Увеличение толщины срезаемого слоя ведет к снижению амплитуды колебаний, а увеличение ширины среза - к резкому ее увеличению. Задний угол (при достаточно больших его значениях) мало влияет на амплитуду колебаний, а влияние главного угла в плане проявляется через изменение толщины и ширины срезаемого слоя. Увеличение радиуса при вершине также приводит к соответствующему изменению соотношения между толщиной и шириной среза и, следовательно, к увеличению амплитуды колебаний.
Многие исследователи полагают, что колебания отрицательно сказываются на стойкости режущих инструментов. При этом основной причиной снижения стойкости считается циклическое изменение фактической скорости резания и нагрузки, действующей на режущую кромку. Схема изменения скорости резания и интенсивности износа при колебаниях представлена на рис. 10.2.
|
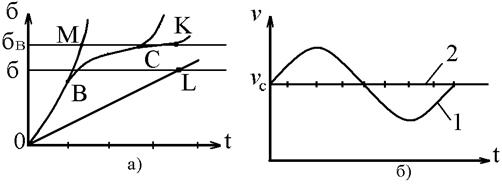
Рис. 10.2. Изменение: а) износа резца и б) скорости резания за период колебаний
Кривая 1 на рис. 10.2,б представляет изменение скорости резания за один период колебаний, а прямая 2 соответствует расчетной скорости vo. Интенсивность износа, соответствующая расчетной скорости, представляется тангенсом наклона прямой OL. С увеличением действительной скорости резания происходит увеличение интенсивности износа до значения, определяемого точкой В. Здесь скорость резания v максимальна, соответствующая ей интенсивность износа, представленная наклоном касательной ВМ -тоже максимальна. Дальнейшее уменьшение скорости резания уменьшает интенсивность износа до величины, определяемой касательной СК, угол наклона которой меньше, чем угол наклона линии OL. Это означает, что уменьшение скорости резания при отрицательной полуволне колебаний уменьшает интенсивность износа. В результате одного цикла колебаний инструмент получает износ dВ больший, чем износ d при скорости vo. Изменение стойкости ТВ инструмента при колебаниях по сравнению со стойкостью То инструмента при спокойном резании определяется выражением
 , (10.2)
, (10.2)
где f - частота колебаний, А - амплитуда колебаний, w=2pf.
Согласно уравнению (10.2) колебания с любой частотой и амплитудой приводят к снижению стойкости режущего инструмента. Однако, известны результаты исследований, в которых установлено, что колебания инструмента положительно влияют на его стойкость.
Например, стойкость концевых фрез из твердого сплава ВК8 с увеличением амплитуды колебаний в начале увеличивается, достигая максимума при А=15-17 мкм, затем уменьшается. При резании труднообрабатываемых материалов часто на инструмент специально накладывают ультразвуковые колебания, при этом улучшаются условия резания и увеличивается стойкость инструмента, максимум которой соответствует определенному значению амплитуды колебаний. По-видимому, влияние колебаний на износ и стойкость инструмента не всегда однозначно. Это влияние обусловлено не только отношением скорости колебательного движения и скорости резания, но и действующими при этом нагрузками, величиной коэффициента трения и законами изменения этих факторов во времени. Изменение износостойкости и коэффициента, трения при изменении скорости носит экстремальный характер. Поэтому зависимость стойкости инструмента от динамического состояния системы СПИД, и в частности от параметров колебаний, тоже может быть экстремальной. Эта гипотеза нашла свое отражение в стойкостной модели, предложенной А.Д. Шустиковым на основе анализа исследований по стойкости и прочности инструмента с позиций динамики процесса резания. Схема стойкостной модели представлена на рис.10.3.
|
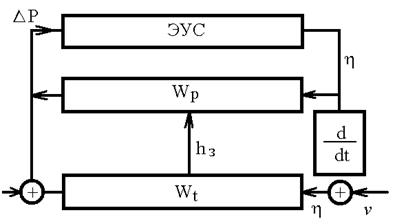
Рис. 10.3. Эквивалентная упругая система по связи со стойкостью инструмента
Входными параметрами стойкостного элемента Wt являются: с одной стороны, скорость резания v и скорость относительного смещения резца и заготовки h; с другой стороны, постоянная Рс и переменная DР составляющие силы резания. Выходным параметром будет удаленная при износе масса материала резца или, в частном случае, фаска износа по задней поверхности h3. Из рис.10.3 видно, что сама динамическая характеристика резания Wр не остается постоянной в процессе обработки, поскольку меняется, по крайней мере, один из входных параметров процесса резания - фаска износа h3. При изменении фаски износа меняется постоянная времени заднего угла, и как результат этого - величина h. В таком виде стойкостная модель содержит в себе те противоречия, которые существуют во взглядах различных авторов на механизм влияния колебаний на стойкость и прочность инструмента. Эти противоречия являются результатом сложности комплекса явлений, сопровождающих процесс резания, что подтверждается местом стойкостного элемента в приведенной модели. Известно, что при колебаниях усадка стружки, сила и температура в зоне резания несколько уменьшаются, т.е. напряженное состояние режущей кромки может быть более благоприятным, чем при «спокойном» резании. С другой стороны, относительное смещение резца и заготовки увеличивает путь резания (трения), что приводит к уменьшению периода стойкости. Оптимальная стойкость находится где-то на стыке этих противоречий.
Результаты многих работ позволяют проводить в первом приближении оценку качества сборных инструментов без резания. Для этого необходимо определить на специальном стенде спектр колебаний сборного инструмента (его амплитудно-частотную характеристику) и иметь сведения о влиянии частоты и амплитуды колебаний на работоспособность данного инструментального материала. Амплитудно-частотная характеристика, т.е. зависимость отношения смещения элемента к величине силы, вызвавшей это смещение, при изменении последней по гармоническому закону, позволяет выявить потенциально неустойчивые формы колебаний и оценить возможный уровень амплитуд на резонансных частотах.
Частоты и амплитуды колебаний системы СПИД зависят от многих факторов, часть которых, например износ инструмента, меняется во времени. Поэтому, целенаправленно управлять колебаниями в процессе резания чрезвычайно трудно. На практике стараются интенсивность вибраций свести к минимуму. Интенсивность автоколебательного процесса зависит от соотношения работы сил, поддерживающих колебания, и работы сил сопротивления системы. Следовательно, для того, чтобы уменьшить интенсивность вибраций, необходимо уменьшить силы, возбуждающе колебания, и одновременно увеличить силы сопротивления системы.
Наиболее действенным способом увеличения сил сопротивления является повышение технологической жесткости всех звеньев системы СПИД, уменьшение зазоров в подшипниках, направляющих, гайках ходовых винтов и т.п.
В тех случаях, когда жесткость детали или инструмента настолько мала, что безвибрационная работа невозможна, применяются различные типы виброгасителей, рассеивающих энергию за счет сил трения, гидродинамического сопротивления жидкости, деформации пружин и т.д. Однако любой виброгаситель способен подавить колебания на какой-либо одной частоте, а в силу многомассовости и замкнутости системы СПИД колебания могут возникать на разных частотах. Поэтому действие виброгасителей часто является малоэффективным.
Уменьшение сил, возбуждающих колебания можно осуществить путем соответствующего изменения геометрических параметров инструмента, выбора режимов резания. Относительно геометрии инструмента можно привести следующие рекомендации: а) увеличить главные и вспомогательные углы в плане; б) увеличить передний угол; в) уменьшить радиус при вершине резца и величину заднего угла.
Для уменьшения низкочастотных автоколебаний не следует работать в зоне скоростей резания, характеризующейся наростообразованием; рекомендуется увеличивать подачу и уменьшать глубину резания.
Дата добавления: 2017-11-21; просмотров: 2534;
Поиск по сайту
Узнать еще
- Cила резания при точении
- H – параметры транзистора
- H-параметры транзистора
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- I. Демократия как тип политического режима.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.1.2 ТЕРМОДИНАМИЧЕСКАЯ СИСТЕМА. ТЕРМОДИНАМИЧЕСКИЕ ПАРАМЕТРЫ. УРАВНЕНИЕ СОСТОЯНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
