Тема 3.1. Моделирование процессов обработки резанием
Задача управления процессами механической обработки в настоящее время в основном сводится к реализации геометрической задачи управления – материализации требований чертежа в готовом изделии. Однако для обеспечения высоких требований к качеству изделия (геометрической точности и состоянию поверхности) необходимо учитывать весь комплекс факторов, оказывающих влияние на процесс металлообработки. Общая классификация систем и управляемых параметров приведена на рис. 3.1.
Для решения геометрической задачи управления необходимо обеспечить требуемое взаимное расположение инструмента и заготовки в процессе обработки.
Решение данной задачи на станках (в том числе и на станках с ЧПУ) включает три этапа:
Этап 1. Установки.
Этап 2. Статистической настройки.
Этап 3. Динамической настройки.
На этапе установки происходит ориентация и закрепление заготовки на столе – спутнике или на столе станка, установка спутника на станке, автоматическая установка режущего инструмента. В результате формируется размер установки – AУ.
При статической настройке инструмент по программе выводится относительно технологических баз детали на размер AС.
При динамической настройке в процессе резания в результате деформирования технологической системы СПИД формируется размер динамической настройки AД, т.е. размер между режущей кромкой инструмента и базой.
Таким образом у детали получается размер A = Aу + Aс + Aд. Мы рассмотрим вопросы моделирования управления точностью, производительностью и себестоимостью обработки на третьем этапе, т.е. в процессе обработки детали, так как именно размером АД управляют в САУ.
Для более полного учета особенностей механической обработки материалов необходимо оценивать весь комплекс параметров технологической системы во время выполнения процесса обработки заготовки. Его характеризует комплекс значений:
δ – получаемая точность обработанной детали;
N – потребляемая мощность;
P – сила резания;
 – крутящий момент;
– крутящий момент;
АД – порождаемые нагрузками упругие перемещения;
T – температурный режим системы;
μ – интенсивность изнашивания режущего инструмента;
h – уровень вибраций;
 – характер стружкообразования и т.д.
– характер стружкообразования и т.д.
Эти параметры – переменные (внутренние параметры) состояния технологической системы. Они образуют вектор состояния системы

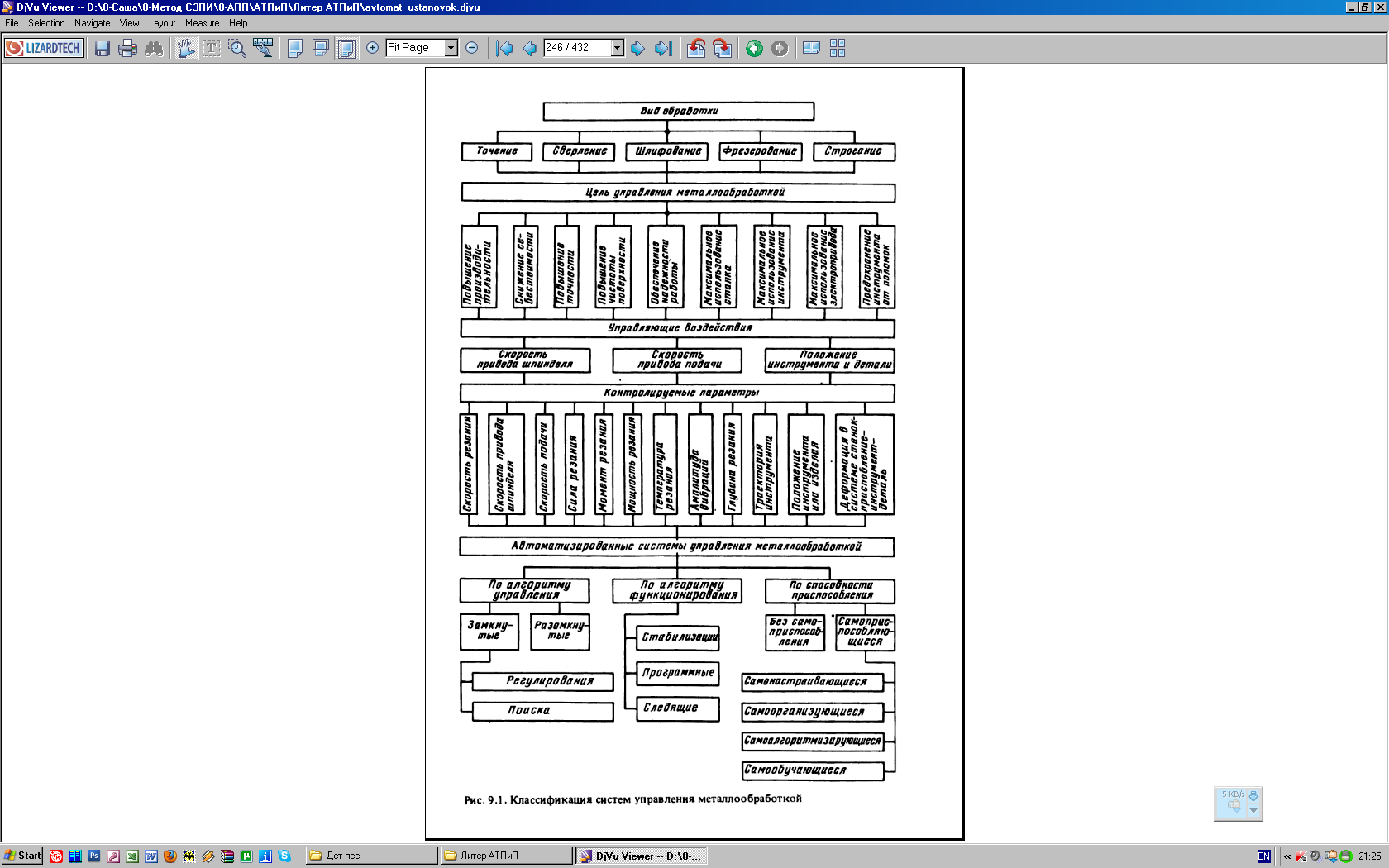
Рис. 3.1. Классификация систем управления металлообработкой
Возмущающие факторы (входные параметры):
t – колебания силы резания;
HB – изменение твердости материала заготовки;
j – переменная жесткость технологической системы;
 – различная режущая способность инструмента и т.д.
– различная режущая способность инструмента и т.д.
Они образуют вектор

Воздействие на технологическую систему в процессе регулирования осуществляется через управляемые параметры:
s – подачу;
n – частоту вращения шпинделя (  – скорость резания) и т.д.
– скорость резания) и т.д.
Эти параметры, являясь внутренними параметрами, здесь выступают в роли управляемых (управляющих) параметров. Они образуют вектор управления
На переменные (параметры) состояния и управления накладываются ограничения, например:
· требуемая точность обработки детали;
· допускаемые станком нагрузки (по силе, по мощности и т.д.).
Эти ограничения либо определяют область допустимых значений переменных, либо устанавливают дополнительные зависимости между переменными состояния и управления.
На стадии программирования (разработки управляющей программы для станка с ЧПУ) невозможно заранее и окончательно определить оптимальные режимы резания вследствие неполной определенности входных (возмущающих) параметров t, HB и т.д. Поэтому управлять подачей и скоростью резания необходимо непосредственно на станке. На станке с ЧПУ это осуществляется путем автоматической коррекции программы с целью изменения s и v на соответствующем переходе.
При создании САУ важным моментом является выбор источника информации, на основании которой осуществляется корректировка управляющей программы (s, v). Прямое измерение размера динамической настройки  , т.е. измерение отклонений между режущими кромками инструмента и базами, определяющими положение заготовки, представляет значительные трудности. Поэтому используют косвенные методы измерения . Они основаны на измерении упругих перемещений в отдельных стыках или в специально встроенных динамометрических устройствах.
, т.е. измерение отклонений между режущими кромками инструмента и базами, определяющими положение заготовки, представляет значительные трудности. Поэтому используют косвенные методы измерения . Они основаны на измерении упругих перемещений в отдельных стыках или в специально встроенных динамометрических устройствах.
Вопросы для самопроверки по теме 3.1
1. Моделирование управлением обработки на станках с ЧПУ.
2. Особенности назначения режимов резания в условиях автоматизированного производства.
Дата добавления: 2021-09-25; просмотров: 677;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- I. Математические понятия
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- II. Формализация процесса формирования математических моделей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
