Способы восстановления первоначальных размеров
Сварка и наплавка.Наиболее распространенные простые и производительные способы, пригодные для любых металлов и сплавов.
Ø Сварка применяется для устранения трещин, отколов, пробоин, раковин и т.д. Используются электродуговая, газовая, аргонодуговая, лазерная и другие виды сварки.
Ø Наплавка применяется для компенсации износа. Используются следующие виды наплавок: автоматическая дуговая под флюсом, в углекислом газе, вибродуговая, плазменная и лазерная.
Перед сваркой и наплавкой поверхности готовят зачисткой. После сварки и наплавки детали очищают от шлака и остатков флюса и механически обрабатывают до требуемых размеров.
Ручная дуговая сварка и наплавкаприменяется для устранения небольших дефектов. При этом нарушается термообработка, наплавленный металл окисляется, легирующие элементы выгорают. Важен правильный выбор электродов и режима сварки и наплавки.
Сварочные электроды изготовляют из проволоки Св-08, Св-08Г2С, Св-18ХГС.
Для наплавки используют проволоку Нп-65, Нп-65Г, Нп30ХГСА, ЭН-32, ЭНР-62.
Покрытие электродов может быть тонкое (80…85% мела и 15…20% жидкого стекла ) или толстое , содержащее кроме ионизирующих веществ шлакообразующие, раскисляющие и легирующие.
Используется постоянный или переменный ток. Для снижения нагрева детали применяют постоянный ток обратной полярности (деталь -, электрод +).
Газовая сваркаиспользуется для восстановления деталей из чугуна и алюминиевых сплавов. Наиболее распространена ацетиленокислородная сварка. Температура пламени 3100…3300 оС.
В качестве присадочного материала используются прутки из того же материала, что и свариваемый материал. Для защиты от окисления применяются флюсы (для стали и чугуна бура и бура в смеси с борной кислотой).
По сравнению с электродуговой газовая сварка более дорогая, но металл меньше окисляется так как можно регулировать температуру. При достаточной квалификации сварщика, предварительном нагреве детали и медленном охлаждении её после сварки, можно сваривать чугун, что практически невозможно при электродуговой сварке.
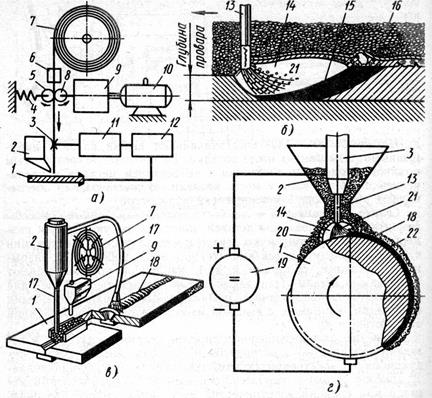
Автоматическая дуговая наплавка (сварка) под флюсом. Проволока та же, что и при ручной наплавке.
Флюсы АН-348А, АН-20, АНК-18, АНК-19.
Сила тока I = 110dэ +10 dэ2 .
Напряжение 25…35 в.
Достоинства: производительность, экономичность.
Недостатки: высокий нагрев, диаметр детали не менее 40 мм.
Дата добавления: 2017-10-04; просмотров: 1874;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- Yandex_direct_print() Теплоизоляция - требования, способы крепления
- Абсолютные и относительные показатели вариации и способы их расчёта.
- Абсолютные и средние показатели вариации и способы их расчета
- АДАПТАЦИЯ И ОСНОВНЫЕ СПОСОБЫ ПРИСПОСОБЛЕНИЯ ЖИВЫХ ОРГАНИЗМОВ К ЭКСТРЕМАЛЬНЫМ УСЛОВИЯМ СРЕДЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
