Факторы, влияющие на качество поверхности
К многочисленным факторам, от которых зависят шероховатость поверхности и форма отдельных микронеровностей, относят вид и режим механической обработки, материал и геометрические параметры инструмента, состав СОЖ и методику ее применения, жесткость и фактическое состояние технологической системы станок—приспособление —инструмент —заготовка, химический состав и свойства обрабатываемого материала и др.
Все многообразие факторов условно можно распределить по трем группам, характерными признаками которых являются:
1) геометрия инструмента и режим обработки (копирование на обрабатываемой поверхности траектории движения и формы лезвий инструмента);
2) свойства обрабатываемого материала (пластические и упругие деформации и др.);
3) вибрации инструмента относительно обрабатываемой поверхности.
В конкретных случаях любая из отмеченных групп может оказывать решающее влияние на образование шероховатости. Однако наблюдается и одновременное, почти равное воздействие всех перечисленных причин, вследствие чего четко выраженные закономерности теряются.
2.1 Взаимосвязь параметров шероховатости поверхности деталей с условиями их обработки
Влияние геометрии инструмента на параметры шероховатости при лезвийной обработке. Впроцессе точения и строгания инструмент непрерывно перемещается по обрабатываемой поверхности со скоростью подачи. При перемещении резца на величину подачи на обрабатываемой поверхности остаются гребешки. Величина и форма этих гребешков определяются значением s и геометрическими параметрами резца: главным φ и вспомогательным φ1 углами в плане, а также радиусом r закругления вершины (рис.1.17).
Исследования показывают: увеличение подачи влечет за собой значительный рост высоты неровностей; высота неровностей возрастает с увеличением значений φ и φ1. Увеличение радиуса r приводит к снижению высоты неровностей.
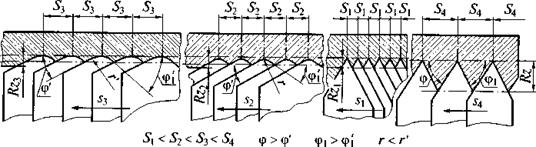
Рисунок 1.17 Влияние геометрических параметров инструмента на параметры шероховатости обрабатываемой поверхности
Кроме отмеченных факторов на величину неровностей влияют затупление и выкрашивание режущих кромок. Образующиеся на режущем лезвии неровности и зазубрины частично или полностью копируются на обрабатываемой поверхности. При этом высота неровностей увеличивается: при точении до 60%, при цилиндрическом фрезеровании до 110 %, при торцовом фрезеровании до 45%, при сверлении и развертывании на 30...40%.
Увеличение радиуса закругления режущего лезвия при его затуплении повышает степень пластических деформаций металла поверхностного слоя, что тоже приводит к росту шероховатости. В целях снижения дальнейшего роста шероховатости из-за отмеченных причин рекомендуется выполнять тщательную заточку и доводку (желательно алмазом) режущих поверхностей инструмента, своевременную их правку. Шероховатость лезвия должна быть в 2 —4 раза меньше шероховатости обрабатываемой поверхности. Так, при требовании к шероховатости поверхности детали Ra 1,6 мкм шероховатость лезвия должна быть Ra 0,8... 0,4 мкм. При этом одновременно повысится стойкость инструмента.
Влияние режима на шероховатость поверхности при лезвийной обработке.При обработке резанием пластичных материалов поверхностный слой детали деформируется и приобретает специфическое волокнистое строение. Одновременно изменяется геометрическая форма неровностей, шероховатость поверхности обычно увеличивается. При обработке хрупких металлов наблюдается выкрашивание отдельных зерен, что также приводит к увеличению шероховатости.
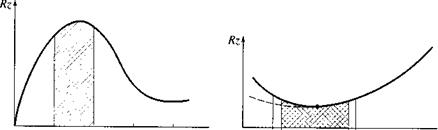
Скорость резания v оказывет существенное влияние на шероховатость поверхности. При обработке углеродистых сталей (типа сталей 30, 40, 50) с малой скоростью резания (v < 2...5 м/мин) легко отделяется элементная стружка и размеры неровностей поверхностей получаются незначительными. При скорости 20...40 м/мин процесс резания сопровождается увеличенным количеством выделенной теплоты и значительными давлениями, вызывающими пластическое течение металла вдоль передней и задней поверхностей режущего клина. Коэффициент трения стружки об инструмент возрастает. Периодические приваривания частиц металла к инструменту ведут к образованию наростов. В результате наростообразования поверхность инструмента становится менее чистой, что приводит к резкому увеличению шероховатости обрабатываемой поверхности. В этом случае шероховатость может многократно превосходить расчетную величину (рис. 1.18, а, заштрихованная область).
При интенсивном нагреве и трении о стружку приваренные частички периодически скалываются и уносятся вместе со стружкой. С повышением скорости резания наростообразование прекращается и в интервале скоростей60-80м/мин полностью исчезает. В зоне скоростей (v> 70 м/мин), при которых нарост не образуется, шероховатость поверхности получается наименьшей. Дальнейшее увеличение скорости резания не приводит к заметному снижению шероховатости (см. рис. 1.18, а).
|
| 0 20 40 60 v, м/мин 0,02 0,05 0,12 0,15 s, мм/об а б |
| Рисунок 1.18 Влияние скорости резания v (а) и подачи s (б) на шероховатость Rz поверхности (по П.Е.Дьяченко) |
Увеличение скорости резания сокращает глубину пластических деформаций поверхностного слоя, и размеры шероховатости приближаются к расчетным. В случае обработки хрупких материалов (например, чугуна) с повышением скорости резания скалывание частиц происходит реже и обрабатываемая поверхность становится более гладкой.
Подача s имеет решающее значение для образования шероховатости, что связано не только с геометрией рабочей части инструмента, но и в значительной степени с пластическими и упругими деформациями в поверхностном слое. С повышением подачи эти деформации увеличиваются, а это приводит к увеличению шероховатости, на что указывает экспериментальная зависимость проф. П. Е.Дьяченко (рис. 1.18, б). Согласно этой зависимости наиболее рациональными подачами с точки зрения получения чистых поверхностей при обработке стали проходными резцами, являются подачи ,v = 0,05...0,12 мм/об (см. рис. 1.18, б, заштрихованная область). При меньших подачах увеличивается продолжительность силового воздействия инструмента на материал. Это приводит к дополнительному деформированию поверхностного слоя и некоторому росту шероховатости. При точении резцами с широкой режущей кромкой шероховатость поверхности почти не зависит от подачи, что позволяет повысить производительность отделочных операций. При сверлении и зенкеровании отверстий, цилиндрическом и торцовом фрезеровании и других методах обработки подача незначительно влияет на шероховатость поверхности.
Глубина резания t не оказывает заметного влияния на шероховатость поверхности, если жесткость технологической системы достаточно велика. В отдельных случаях (при снятии корки или удалении наклепанного слоя) увеличение глубины резания уменьшает шероховатость, так как инструмент работает по основному металлу. При работе с t < 0,02...0,03 мм процесс резания становится неустойчивым; имеет место царапанье материала, в результате чего шероховатость поверхности ухудшается.
На величину шероховатости влияют физико-механические свойства и структура обрабатываемого материала. Мягкие малоуглеродистые, вязкие и пластичные стали дают при обработке грубыt шероховатые поверхности. Повышение твердости всегда способствует улучшению шероховатости поверхности, при этом одновременно уменьшается влияние скорости резания. Во всех случая снижение вязкости материала следует рассматривать как резерввозможности снижения шероховатости поверхности при обработке резанием.
Влияние геометрии инструмента и режима на шероховатость поверхности при абразивной обработке.При шлифовании каждое абразивное зерно шлифовального круга, участвующее в процессе резания, оставляет на поверхности металла (заготовки) канавку, соответствующую его форме и размерам. Чем меньше зерно, чем больше радиус его закругления и чем теснее зерна находятся в связке, тем меньше получаются неровности профиля.
На шлифуемой поверхности могут отражаться изъяны шлифовального круга. Например, при правке круга алмазным карандашом с подачей 0,1 ...0,4 мм/об круга на его поверхности остаются винтовые канавки, которые переносятся на металл, а при правке круга с подачей 0,01 ...0,02 мм/об круга влиянием спиральных канавок можно пренебречь.
При увеличении скорости круга (скорости шлифования) беспорядочно расположенные зерна абразива (совокупность зерен) все больше создают эффект сплошного лезвия как в осевом направлении, так и по окружности. Зерна все в большей степени срезают металл между канавками (при одной и той же продольной подаче заготовки), в результате чего продольная и поперечная шероховатости выравниваются и уменьшаются по высоте. По этой причине всегда стремятся использовать максимальную скорость шлифования, допускаемую шлифовальным кругом (величину допустимой скорости обычно указывают на поверхности круга).
Уменьшению высоты неровностей профиля способствует увеличение числа i рабочих ходов.
Частота вращения детали при круглом (и внутреннем) шлифовании оказывает влияние, противоположное частоте вращения круга, т.е. с ее увеличением шероховатость поверхности возрастает.
Снижению высоты неровностей профиля способствует уменьшение продольной подачи. По этой причине при чистовом шлифовании принимают продольную подачу на один оборот детали Sпр < 0,3В, где В — ширина шлифовального круга, мм; при черновом (предварительном) Sпр = (0,5... 1) В. Шлифование без продольной подачи аналогично шлифованию с выхаживанием.
Одновременно при шлифовании наблюдается пластическая деформация поверхностных слоев материала. Увеличение глубины шлифования, продольной подачи, частоты вращения изделия приводит к росту усилий и трения. Возрастание усилий и трения в зоне резания вызывает вытягивание кристаллических зерен, обрывы вытягиваемых волокон и создание на обрабатываемой пoверхности поперечных (по отношению к направлению резания)уступов и трещин.
Высота шероховатости зависит от степени пластичности материала, его химического состава и структуры, остроты абразивных зерен круга, условий охлаждения и обычно бывает больше высоты, обусловленной геометрическими причинами. С повышением твердости разница уменьшается.
При шлифовании выделяется большое количество теплоты. В локальных зонах контакта зерен абразива со шлифуемой поверхностью мгновенные температуры достигают 1000... 1400 °С. Это приводит к развитию пластических деформаций, структурным изменениям и появлению остаточных напряжений в поверхностном слое заготовки. Иногда размягченный металл размазывается по обрабатываемой поверхности, затекая и полностью покрывая обработочные риски (канавки). Неровности профиля уменьшаются, сглаживаются, но появляются прижоги. Наличие прижогов на поверхности деталей определяют по характерным цветам побежалости.
Влияние смазывающе-охлаждающей жидкости.Применение СОЖ предотвращает схватывание, уменьшает трение и облегчает процесс стружкообразования. Одновременно снижается шероховатость обработанной поверхности, уменьшаются силы резания, увеличивается стойкость инструмента и улучшается отвод теплоты из зоны резания. Применение СОЖ не только позволяет снизить шероховатость поверхности, но и способствует повышению точности обработки. В зависимости от состава СОЖ может превалировать то или иное качество.
Применение в качестве охлаждающих жидкостей минеральных осерненных масел (сульфофрезолов) и эмульсий позволяет при чистовой обработке уменьшить высоту неровностей профиля на 15...20% и более по сравнению с обработкой всухую. Осерненное масло образует прочную масляную пленку между инструментом и обрабатываемым материалом. Масло препятствует образованию нароста на инструменте и наслоению частиц нароста на обработанную поверхность. На шероховатость поверхности при механической обработке чугуна весьма эффективно влияет применение керосина. Эффективным способом считают охлаждение туманом, при котором СОЖ под давлением распыляют непосредственно в зоне резания.
Влияние вибраций технологической системы на формирование рельефа поверхности.В процессе резания возникают колебания технологической системы станок—приспособление —инструмент — заготовка. Различают два вида колебаний: вынужденные и автоколебания.
Причиной вынужденных колебаний являются дефекты отдельных механизмов станка, колебания припуска и твердости по длине обрабатываемой заготовки, изменение жесткости по пути резания.
Автоколебания – это самовозбуждающиеся колебания системы, поддерживаемые постоянно действующим источником энергии. Их связывают с колебаниями инструмента, вызываемыми периодически изменяющимися условиями трения или резания. с периодическим упрочнением (наклепом) срезаемого слоя и другими причинами. Механизм их возникновения изучен недостаточно.
В процессе работы станка колебания разной частоты и амплитуды накладываются друг на друга и могут вызывать резонанс технологической системы. Установлено, что при колебаниях технологической системы волнистость и шероховатость возрастают с увеличением усилий резания.
2.2 Физико-механические свойства поверхностного слоя
Состояние поверхностного слоя заготовок.Поверхностный слойзаготовок из стали, полученныхковкой или штамповкой, состоит из зоны обезуглероживания и переходной зоны, в которой наблюдается частичное обезуглероживание. У горячештампованных заготовок глубина обезуглероженного слоя в зависимости от массы поковок составляет 150...300 мкм; при свободной ковке (на молотах) глубина обезуглероженного слоя может быть 500... 1000 мкм а у калиброванного проката (серебрянки) глубина этого слоя не превышает 50 мкм.
Поверхностный слой стальных отливок имеет зону обезуглероживания глубиной до 200 мкм и далее переходную зону с частичным обезуглероживанием.
Отливки из серого чугуна обычно имеют перлитную корку па глубину до 300 мкм (перлитная зона) и за ней — зону со значительным содержанием перлита, переходящую постепенно в основную структуру (переходная зона).
Отмеченные отклонения свойств поверхностных слоев от свойств основного металла рассматривают в технологии машиностроения как дефекты поверхностей, связанные с методами получения заготовок. Для получения деталей с заданным качеством поверхности эти дефекты устраняют во время механической обработки.
Состояние поверхностного слоя деталей.Свойства поверхностей деталей (их твердость, структура и пр.) изменяются под влиянием одновременного воздействия силовых и температурных факторов, возникающих в процессе обработки.
При обработке лезвийным инструментом преобладающее воздействие оказывают силовые факторы. Их результатом при пластическом деформировании являются разрушение структуры, повороты и смещение кристаллов и образование наклепа (уплотнения) поверхностного слоя обрабатываемой детали.
В поверхностном слое стальных деталей наблюдают три зоны:
I — зона резко выраженной деформации, характеризуемая значительными искажениями кристаллической решетки, измельченными зернами, завихренным строением структурных составляющих и резким повышением микротвердости (рис.1.19, а)\
ÍÍ — зона деформации, характеризуемая вытянутыми зернами, наволакиванием одних зерен на другие и значительным снижением микротвердости сравнительно с верхним слоем;
III — переходная зона, представляющая собой зону влияния деформации и постепенного перехода к нормальному строению основного металла.

Рисунок 1.19. Границы наклепанного слоя (а) и кривая распределения остаточных напряжений в заготовке {б)
В процессе механической обработки стали под действием усилий в зоне резания происходит упрочнение (наклеп) поверхностного слоя металла, а под влиянием повышенных температур — возврат к исходному состоянию (разупрочнение металла). Преобладание наклепа или разупрочнения зависит от режима обработки. Так, при точении наклеп поверхностного слоя увеличивается с повышением подачи s, глубины резания t, радиуса г закругле ния вершины резца и при переходе от положительных передних углов резца к отрицательным, т.е. к силовому резанию.
При чистовой и черновой обработке деформация распространяется на глубину h = 50... 300 мкм, а при обдирке — до h = 500... 1000 мкм.
С повышением скорости резания продолжительность силового воздействия инструмента на поверхность заготовки сокращается; одновременно увеличивается тепловое воздействие, приводящее к уменьшению степени наклепа, а в некоторых случаях к закалке.
Для шлифования характерна высокая температура, возникающая в тонком поверхностном слое, и распространение теплоты в условиях нестационарного температурного поля. При этом состояние этого слоя в значительной мере определяется тепловыми явлениями и в меньшей степени силовым воздействием. В поверхностном слое происходят структурные преобразования, и на границах зерен образуются карбиды, появляются зоны закалки и отпуска, возникают положительные или отрицательные остаточные напряжения (рис. 1.19, б). Уровень напряжений может достигать и даже превышать напряжения предела текучести материала заготовки.
Глубина поверхностных слоев с четко выраженными изменениями при черновом шлифовании составляет 20...30 мкм, а при чистовом и тонком — до 5 мкм; остаточные напряжения распространяются на глубину до 150 мкм и более.
Остаточные напряжения в поверхностных слоях деталей.Возникновение остаточных напряжений в поверхностном слое при обработке заготовок объясняют следующими причинами.
1. В момент контакта инструмента с поверхностью заготовки (например, при шлифовании) выделяется теплота, приводящая к высокому мгновенному локальному нагреву поверхности. Поверхностный слой стремится к расширению, которому препятствуют лежащие ниже более холодные слои материала. Однако в разогретом слое нет внутренних напряжений, так как модуль упругости металла снижается до минимума, а пластичность возрастает. После охлаждения детали в поверхностном слое из-за его стремления сжаться и возникают напряжения растяжения, а в нижележащих слоях – уравновешивающие их напряжения сжатия.
2. При контакте инструмента с заготовкой в процессе обработки в поверхностном слое металла возникает пластическая деформация, сопровождающаяся упрочнением и изменением некоторых его физических свойств. Деформация приводит к уменьшению плотности металла и к повышению его удельного объема (м3/кг). Увеличение удельного объема распространяется только на глубину проникновения пластической деформации и не затрагивает слоев металла, лежащих ниже.
Увеличению удельного объема пластически деформированного металла поверхностного слоя препятствуют связанные с ним недеформированные нижележащие слои. В результате этого в наружном слое возникают сжимающие, а в нижележащих слоях — растягивающие остаточные напряжения.
3. Режущий инструмент (например, резец), снимающий с обрабатываемой поверхности стружку, вытягивает кристаллические зерна металла подрезцового слоя, которые при этом претерпевают упругую и пластическую деформацию растяжения. Трение задней поверхности инструмента об обрабатываемую поверхность также способствует растяжению кристаллических зерен металла поверхностного слоя. После удаления режущего инструмента растянутые верхние слои металла, связанные как единое целое с нижележащими слоями металла, приобретают остаточные напряжения сжатия. Соответственно этому в нижележащих слоях развиваются уравновешивающие их остаточные напряжения растяжения.
4. При обработке металлов, склонных к фазовым превращениям, нагрев в зоне резания может вызвать структурные изменения. Например, при шлифовании закаленной стали в связи с неправильным режимом, засаливанием круга и недостаточным охлаждением происходят прижоги, приводящие к образованию на отдельных участках структур тростита или сорбита, имеющих меньший удельный объем, чем структура мартенсита. В отожженных слоях развиваются остаточные напряжения растяжения, а в смежных с ними — уравновешивающие их напряжения сжатия.
Любая из рассмотренных или другая причина при обработке может преобладать над остальными и определять характер напряженного состояния поверхности. Если все причины одновременно влияют в равной мере, то обрабатываемая поверхность оказывается в сложном напряженном состоянии.
В общем случае следует считать, что изменение методов и режимов обработки, способствующих увеличению силового поля и пластических деформаций, продолжительности силового воздействия при обильном охлаждении, приводит к образованию на поверхности остаточных напряжений сжатия. Изменения же режимов резания и условий обработки, влекущих за собой повышение мгновенных температур нагрева поверхностного слоя, обусловливают рост остаточных напряжений растяжения (иногда превращение сжимающих остаточных напряжений в растягивающие). Повышение мгновенных температур может быть связано с увеличением скорости резания, засаливания абразивного круга при шлифовании, длительности контакта инструмента с участками обрабатываемой поверхности и снижениями их теплопроводности, ухудшением условий охлаждения и др.
Дата добавления: 2017-10-04; просмотров: 11955;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
