Способы производства железобетонных изделий
В настоящее время различают три принципиально отличных способа производства железобетонных изделий: поточно-агрегатный, конвейерный и стендовый.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 28.4).
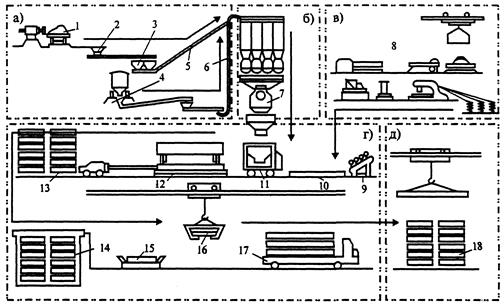
Рис. 28.4. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
А - зона хранения заполнителей бетонной смеси; б - зона приготовления бетонной смеси; в - зона изготовления арматурных каркасов; г - зона формирования и обработки ЖБИ; д - зона хранения и выдачи готовых изделий; 1 - пост разгрузки заполнителей; 2 - приемные бункеры; 3 - накопительные бункеры; 4 - пост разгрузки; 5 - транспортерная галерея; 6 - пневмоподача цемента; 7 - бетоносмесительный цех; 8 - оборудование для производства арматурных каркасов и элементов; 9 - агрегат для термического напряжения арматуры; 10 - пост армирования; 11 - самоходный бетоноукладчик; 12 - агрегат для формования изделий; 13 - зона выдержки изделий; 14 - промежуточный склад; 15 - транспортирование ЖБИ; 16 - подъем и транспортирование изделий; 17 - самоходная тележка; 18 - склад готовых ЖБИ
Установки-агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах подают краном в камеры для тепловой обработки. Заключительная стадия производства - выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форму и изделие непрерывно перемещают от одного рабочего места к другому, каждое из которых обслуживает закрепленное звено (рис. 28.5).
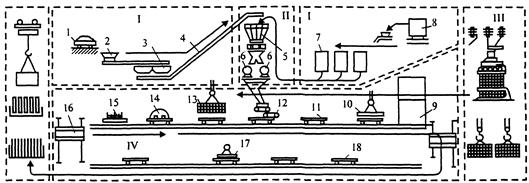
Рис. 28.5. Конвейерная технология изготовления железобетонных изделий:
I - зоны хранения материалов; II - зона приготовления цементобетонной смеси; III - зона изготовления арматурных каркасов; IV - зона изготовления изделий; 1 - пост разгрузки каменных материалов; 2 - приемные бункеры; 3 - аккумулирующие бункеры; 4 - транспортерная галерея; 5 - расходные бункеры; 6 - смесительное отделение; 7 - силосный склад цемента; 8 - вагон-цементовоз; 9 - пропарочные камеры; 10 - пост укладки термоизоляционного слоя; 11 - пост доводки изделий; 12 - пост формования изделий; 13 - пост укладки арматурных каркасов; 14 - смазка форм; 15 - очистка форм; 16 - передаточная тележка; 17 - пост распалубки; 18 - пост контроля
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении типа изделий конвейеры требуют переоснастки.
Производство изделий на вибропрокатном стане отличается от вибропроката тем, что все технологические операции от подачи бетонной смеси до выдачи готового изделия производят на одной установке, представляющей собой конвейер, движущийся непрерывно со скоростью 25-30 км/час при изготовлении изделий из тяжелого бетона.
При стендовом способе изделие изготовляют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой.
Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет 1-2 сут (рис. 28.6).
Дата добавления: 2021-09-07; просмотров: 784;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- III. Способы формирования фонда капитального ремонта
- А) Способы изображения пространственного строения энантиомеров
- Автоматизация и компьютеризация делопроизводства
- Автоматизация производства изопренового каучука
- Автоматизация производства нефтепродуктов
- Автоматизация технологической подготовки производства
- Автоматизация управления процессами производства синтетического каучука

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
