Контроль качества железобетонных изделий и особенности организации склада готовых изделий
Контроль качества железобетонных изделий организуется на всех этапах производства, начиная со склада сырья и кончая готовой продукцией. На заводах в контроль входит: проверка качества материалов, поступающих на завод; проверка установленных на заводе технологических режимов; периодическая проверка технологического оборудования и контрольно-измерительных приборов.
Во время приемки поступающих на завод материалов проверяют наличие документов (паспортов на сталь и цемент, актов испытаний заполнителей и т.д.), прибывших вместе с материалами.
Проверка качества материалов (цемента, заполнителей, арматуры, добавок, вводимых в смесь) производится в заводской лаборатории. Каждая партия цемента должна сопровождаться паспортом, в котором указываются номер паспорта, дата выдачи, завод-изготовитель, наименование и марка цемента, номер партии и вагонов, дата изготовления и т.д. Каждая партия цемента, поступающая на завод, а также цемент, хранящийся на заводе более трех месяцев, проходит испытания в соответствии с действующими ГОСТами. Для лабораторных испытаний от каждой партии цемента отбирают пробу в количестве 20 кг.
Проверка качества заполнителей состоит в контроле физико-механических свойств материала и чистоты каждой поступающей на завод партии. Из каждой партии щебня, песка (200 м3) отбирают из пяти мест пробу по 5 кг.
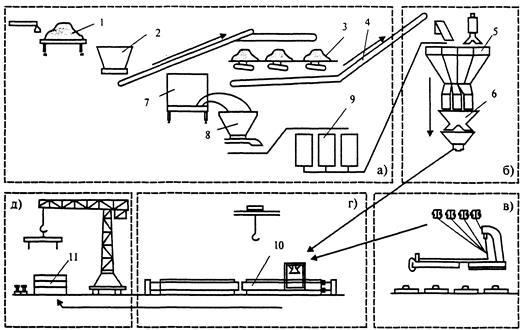
Рис. 28.6. Технологическая схема изготовления конструкций на стендах;
А - зона хранения и обработки сырья; б - зона приготовления бетона; в - зона изготовления арматурных элементов; г - зона формования и обработки изделий; д - зона хранения и выдачи конструкций; 1 - пост разгрузки заполнителей; 2,8 - приемные бункеры; 3 - склады каменных материалов; 4 - транспортерная галерея; 5 - расходные бункеры; 6 - пост приготовления бетона; 7 - пост разгрузки цемента; 9 - склад цемента; 10 - стенд; 11 - склад готовой продукции
Контрольные испытания арматуры производятся при отсутствии на нее сертификата или при наличии соответствующего указания на рабочих чертежах. Для испытания арматуры на растяжение и изгиб из каждой партии (60 т) отбирают образцы. При поступлении арматуры в прутках количество образцов для каждого вида испытаний должно быть не менее пяти, отрезанных от различных стержней. При хранении необходимо предусмотреть мероприятия, предотвращающие коррозию и загрязнение арматурной стали.
Проверка химических добавок производится только при отсутствии на них заводского паспорта или при сомнении в его точности.
При приготовлении бетонной смеси необходимо контролировать дозирование компонентов смеси; режим и время перемешивания; качество бетонной смеси (удобоукладываемость, испытание образцов-кубиков на сжатие).
Контроль изготовления сварных сеток и каркасов арматуры состоит из проверки правильности режимов сварки; контроля качества и прочности сварных соединений, для которых одновременно с изготовлением партии однотипных сварных сеток или каркасов, а также партии стыкованных стержней изготавливают из тех же материалов и при тех же режимах сварки три контрольных образца и испытывают их; внешнего осмотра и обмера сварных сеток и каркасов; проверки точности изготовления кондукторов.
В контроль формования изделий входит проверка надлежащей очистки и смазки форм; правильность положения арматуры и закладных частей в формуемом изделии; процесс уплотнения бетонной смеси (крепление форм к виброплощадке, правильность укладки бетонной смеси в формы, соблюдение режима уплотнения, правильность расстояний между последовательными положениями переносных вибраторов); правильность производства немедленной распалубки; качество открытых отформованных поверхностей.
В контроль твердения изделий входит проверка соблюдения режима термообработки изделий, включая выдержку изделий до их пропаривания, и проверка соблюдения влажностного режима хранения изделий на складе готовой продукции.
В контроль распалубки изделий входит проверка правильности применяемых способов распалубки и недопущения повреждения изделий после распалубки. Качество готовой продукции проверяет ОТК завода в соответствии с требованиями действующих стандартов и технических условий. Главнейшими показателями качества железобетонных изделий являются прочность бетона и стали, качество сварки, толщина защитного слоя.
Хранение готовых железобетонных изделий осуществляют на открытых площадках, расположенных рядом с цехом пропаривания и оборудованных соответствующими механизмами для погрузо-разгрузочных работ.
Поверхность площадки должна иметь уклоны для стока атмосферных вод. На складе небольшой ширины необходимо между штабелями складируемых изделий оставлять проходы шириной 0,7-0,8 м, а при широких складах устраиваются дополнительно поперечные проезды для автотранспорта.
Площадь склада определяется в зависимости от времени выдерживания на ней готовых изделий, прошедших термообработку, до достижения бетоном 100 % проектной прочности, а также из расчета 10-15 % дневной выработки завода.
Железобетонные изделия хранят по типоразмерам и назначению. Короткие изделия укладывают в штабели горизонтально, опирают на деревянные инвентарные прокладки и подкладки толщиной не менее 25 мм, а при наличии в изделии выступающих частей - не менее их высоты. Каждый штабель должен иметь таблички с указанием количества и типоразмера изделий.
Плиты, настилы, панели перекрытий, колонны, фундаментные блоки хранятся в штабелях в горизонтальном положении, а балки и фермы устанавливаются на ребро. Изделия укладываются в штабеля в несколько рядов. Первый (нижний) ряд укладывается на деревянные брусья сечением 20×20 см, между рядами изделий прокладываются деревянные прокладки толщиной 5-6 см.
Для предохранения изделий, имеющих обработанные поверхности, от атмосферных воздействий их накрывают легкими переносными щитами, обшитыми сверху толем или рубероидом. В зимнее время изделия, вывозимые на склад готовой продукции прямо после распалубки, должны быть накрыты брезентом на все время их хранения.
Выбор механизмов для погрузо-разгрузочных работ производится в зависимости от размера склада и от вида и размеров изделий, изготавливаемых на заводе. Для механизации погрузо-разгрузочных работ применяются мостовые краны, вилочные автопогрузчики, козловые или башенные самоходные краны. Погрузка изделий со склада на автотранспорт производится краном с помощью траверса.
Дата добавления: 2021-09-07; просмотров: 640;
Поиск по сайту
Узнать еще
- H. Разработка мер по повышению качества работы органа здравоохранения
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II.1.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ
- III. Контроль эффективности
- III. Основные требования к организации рассмотрения обращений граждан
- III.1.4. ОСОБЕННОСТИ РАЗВИТИЯ ПОЗНАВАТЕЛЬНОЙ СФЕРЫ У ДЕТЕЙ С НАРУШЕНИЯМИ СЛУХА
- III.1.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ
- III.2.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
