Погрешности закрепления
При закреплении заготовок могут происходить деформации заготовок и опор, которые сопровождаются смещениями заготовок и эскизных баз относительно положения, достигнутого при базировании. Эти смещения могут оказать влияние на точность обработки. Условимся называть погрешности обработки, которые возникают вследствие изменения положения эскизной базы и деформаций заготовки при её закреплении, погрешностями закрепления. Обычно погрешность закрепления равна проекции возникающего при закреплении заготовки смещения эскизной базы на направление выдерживаемого размера. Погрешности закрепления определяются путем эксперимента или же по таблицам и формулам, приводимым в технической литературе.
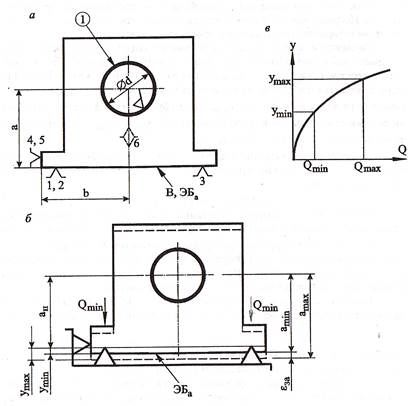
Рассмотрим пример смещения конструкторской базы при деформациях поверхностных слов в зоне контакта заготовки с опорами. Пусть необходимо обработать отверстие 1 (рис. 2.53, а), выдерживая размеры аи b . Конструкторской базой размера аявляется плоскость В, которая под действием сил Qmin (рис. 2.53, б) может опуститься на величину _ymin. Если обрабатывается партия заготовок и силы зажима колеблются в пределах интервала Qmin, Qтаx , то смещения заготовки будут изменяться в интервале ymin,, ymax.
При обработке отверстий в партии заготовок наблюдается рассеяние размеров а, вызванное смещением эскизной базы при закреплении, т.е. погрешность закрепления
εз а = aтаx – amin = ymax – ymin (2.36)
Если заготовка должна обрабатываться в кондукторе, то при его изготовлении можно заранее изменить расстояние апот опоры до оси кондукторной втулки, а следовательно, и оси обработанного отверстия. В результате изменится положение поля рассеяния координат а . Если же отверстие обрабатывается без кондуктора, то аналогичный эффект достигается за счет настройки станка. Однако такие изменения не влияют на величину рассеяния.
Как показали исследования, выполненные в МГТУ им. Н.Э. Баумана и других организациях, деформации у связаны с силами 2 зависимостями типа
y = CQn ,
(2.37)
где С и п - величины, зависящие от материала и твердости заготовки, конструкции опоры, шероховатости поверхности и т.д.
Обычно п < 1, и рост деформаций при увеличении нагрузки замедляется, как показано на рис. 2.53, в. Особенно велики погрешности закрепления при установке заготовок с необработанными базами на рифленые поверхности опор.
В общем случае погрешность закрепления для размера а :
εз а =( ymax – ymin) cos α,
где α - угол между направлениями смещения эскизной базы и выдерживаемого
размера.
Например, для размераb, ориентированного перпендикулярно силам зажима и смещению эскизной базы, α = 900и εb = 0.
Уменьшению погрешности закрепления и повышению точности обработки могут способствовать следующие мероприятия:
- стабилизация величины усилия закрепления, использование гидравлических, пневматических и т.п. приводов взамен ручных зажимов;
- повышение точности формы и уменьшение шероховатости баз заготовок, уменьшение колебаний твердости заготовок;
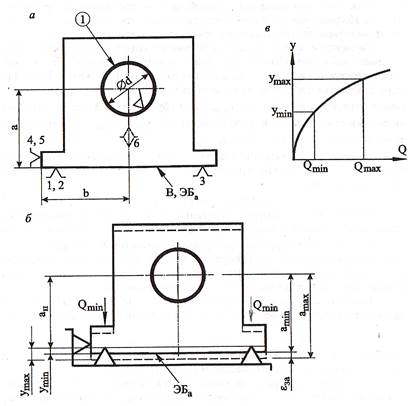
Рис. 2.53. Операционный эскиз (а); схема к расчету погрешности
закрепления (б); зависимость деформаций у в зоне контакта базы
заготовки и опор приспособления от сил зажима ^ (в)
- увеличение вплоть до 90° угла между направлениями смещения эскизной базы и выдерживаемого размера. Например, если в рассмотренной задаче (рис. 2.53) направить усилие зажима перпендикулярно плоскости рисунка, то погрешность закрепления будет исключена как для размера b , так и для координатыа.
 В предыдущих примерах рассматривалось закрепление жестких заготовок с использованием жестких приспособлений. При недостаточной жесткости заготовок и приспособлений закрепление может вызывать деформации элементов технологической системы, снижающие точность обработки
В предыдущих примерах рассматривалось закрепление жестких заготовок с использованием жестких приспособлений. При недостаточной жесткости заготовок и приспособлений закрепление может вызывать деформации элементов технологической системы, снижающие точность обработки
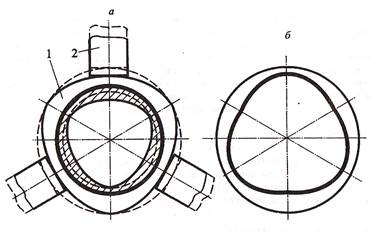
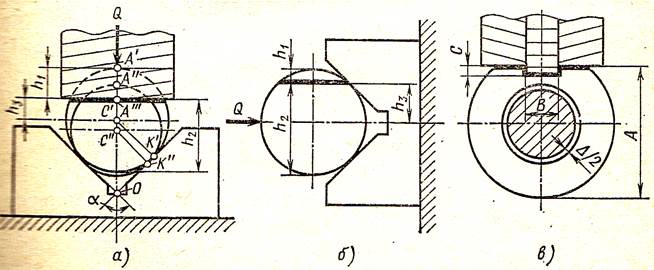
Рис. 2.54. Влияние деформаций кольца при закреплении (а) на форму обработанного отверстия (б)
Например, на рис. 2.54, а штриховыми линиями показано положение кольцевой заготовки 1 при базировании в кулачках 2 самоцентрирующего патрона. Закрепление при недостаточной жесткости кольца вызывает уменьшение радиусов наружной и внутренней поверхностей в зоне контакта с кулачками. Если при растачивании удалить заштрихованный слой материала и, несмотря на колебания глубины резания, обработать отверстие правильной формы, то после раскрепления заготовки упругие деформации приведут к восстановлению круглости наружной поверхности (рис. 2.54, б) и появлению погрешностей формы отверстия.
2.7. Погрешности установки
В соответствии с определением установки погрешностями установки следовало бы называть сумму погрешностей базирования и закрепления. Эти погрешности, как показывают приведенные примеры, зависят от номинальных значений геометрических параметров приспособления, например,- от угла наклона граней призмы, расстояния между опорами и т.д. На них влияют форма и материал опор, шероховатость их баз, отклонения значений геометрических параметров. Например, при установке по отверстиям расчет погрешности базирования производится с учетом отклонений диаметров пальцев и расстояния между их осями.
При использовании многоместных или нескольких одинаковых приспособлений базы опор могут располагаться со смещением относительно номинального положения в соответствии с допусками на изготовление приспособлений. При определенных условиях это может привести к колебаниям в относительном расположении эскизных баз заготовок, установленных на различные опоры, и появлению дополнительных погрешностей обработки.
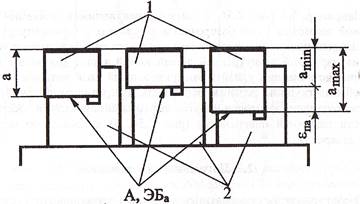
Например, при фрезеровании одним инструментом верхних плоскостей заготовок 1 (рис. 2.55) базы Аопор 2 должны располагаться в одной плоскости. В противном случае появится дополнительная составляющая погрешности выдерживаемого размера а, для которого плоскость Азаготовки является эскизной базой. Аналогичное воздействие может оказывать различный износ опор, на которые по организационным причинам устанавливалось различное число заготовок.
 Учитывая характер влияния конструкции, точности изготовления и износа приспособлений на точность обработки, в справочной литературе под погрешностями установкипонимаются погрешности обработки, вызываемые совместным действием погрешностей базирования и закрепления, а также погрешностями изготовления, установки и износом приспособления. Поэтому погрешность установки, соответствующая параметру а ,
Учитывая характер влияния конструкции, точности изготовления и износа приспособлений на точность обработки, в справочной литературе под погрешностями установкипонимаются погрешности обработки, вызываемые совместным действием погрешностей базирования и закрепления, а также погрешностями изготовления, установки и износом приспособления. Поэтому погрешность установки, соответствующая параметру а ,
Рис. 2.55. Схема расположения заготовок 1 в многоместном приспособлении
εу а = εб а + εз а + εп а
где εп а — составляющая погрешности обработки, вызываемая погрешностями
изготовления, установки и износом приспособления.
В задачах с одним выдерживаемым размером или другим параметром индекс а может быть опущен. Тогда погрешность установки
εу а = εб + εз + εп (2.38)
Разделение факторов, влияющих на погрешность установки, является условным. Например, допуск на изготовление пальцев обычно учитывают при расчете погрешности базирования. Если же под минимальным диаметром пальца понимать допустимое значение диаметра после износа пальца, то, увеличив
допуск диаметра на величину допустимого износа, можно учесть влияние этого износа в первом слагаемом формулы (2.38).
Погрешность установки для типовых схем определяется по таблицам справочников или расчетом. В тех случаях, когда распределение каждой из случайных составляющих погрешности установки подчиняется нормальному закону, при расчетах суммарной погрешности обработки используют значение погрешности установки
Дата добавления: 2017-09-01; просмотров: 6162;
Поиск по сайту
Узнать еще
- Абсолютная и относительная погрешности
- Абсолютная и относительная погрешности функции
- Виды измерений и их погрешности
- Влияние погрешности установки и базирования заготовки на станке или в приспособлении
- Влияние способов закрепления концов стержня
- Вторая подгруппа — методы закрепления.
- Выбор схемы закрепления детали
- Зависимость критической силы от условий закрепления стержня

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
