Конструирование и расчет гофрированного покрова ВОК
Согласно [15] в зависимости от профиля гофра в диаметральном сечении гофрированной оболочки (брони) наиболее известны треугольный (рис. 4.17 а), трапециевидный или плосковершинный (рис. 4.17 б) и синусоидальный (рис. 4.17 в) гофры.
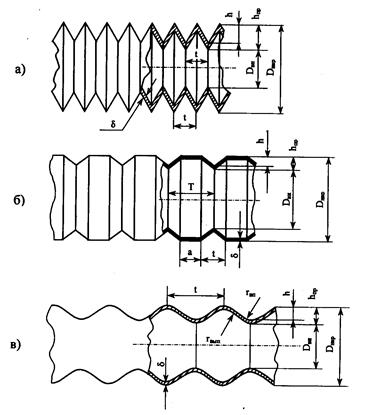
Рис. 4 17. Профили гофрированной оболочки ОК
В зависимости от способа гофрирования теоретически любой из этих гофров может быть либо кольцевым, либо винтовым (или спиральным). Кольцевой и винтовой типы гофров различаются в зависимости от расположения плоскости симметрии гофра в диаметральном сечении гофрированного элемента по отношению к его оси. Если плоскость симметрии гофра перпендикулярна продольной оси гофрированного элемента (следовательно, угол гофрирования α=0), то гофр — кольцевой; если же указанные плоскость и ось расположены под углом (0<α<90о), то гофр — винтовой. Синусоидальным гофр называется условно. Криволинейная образующая гофра, строго говоря, не является синусоидальной: радиусы выпуклостей и впадин гофра (rВЫП и rВП на рис. 4.17 в) в общем случае не равны.
Основные первичные параметры гофрированного элемента следующие: толщина его стенки δ, диаметр D, шаг гофрирования t или Т; высота гофра h, а также для синусоидального, трапециевидного, винтового и гармониевидного гофров — радиус впадин rВП. Следует различать понятия теоретической h и практической hПР высот гофра. Первая соответствует расстоянию между нижней и верхней точками внешней или внутренней поверхности стенки гофрированного элемента, вторая — между самой нижней и самой верхней точками гофра, т. е. является полной его высотой (hПР=h+δ). Иногда вместо теоретической высоты удобно пользоваться понятием глубина гофра, т. е. расстоянием между верхними точками его выпуклости и впадины. Как видно из рис. 4.17, глубина гофра равна h. Условные обозначения шага гофрирования относятся: t — к гофрам с однородным профилем, т. е. треугольным и синусоидальным; Т — к гофрам с неоднородным профилем, т. е. плосковершинным и гармониевидным.
К вторичным параметрам гофрированных элементов относятся: степень гофрирования ξ, коэффициент гофрирования kГ коэффициент укорочения kУ .
Под степенью гофрирования понимается отношение наружных диаметров выступа и впадины гофрированного элемента:
 (4.84)
(4.84)
Коэффициент гофрирования есть отношение длины продольной образующей гофрированного элемента к длине его продольной оси или, что то же самое, длины образующей гофра на участке одного шага гофрирования к значению шага:
 . (4.85)
. (4.85)
При гофрировании цилиндрической оболочки изменение ее длины происходит не только из-за увеличения длины криволинейной (или ломаной) образующей гофров по сравнению с прямолинейной образующей цилиндра, но и вследствие уменьшения наружного диаметра и образования впадин гофров, т. е. редуцирования оболочки и изменения толщины стенки. В общем виде коэффициент гофрирования должен отражать влияние всех трех факторов, но, как указано в [15], при существующей технологии гофрирования с двумя последними можно практически не считаться.
Инженерные формулы для расчетов коэффициента гофрирования различных профилей гофров представлены ниже.
Для треугольного гофра:
 (4.86)
(4.86)
где  .
.
При измерениях чаще приходится иметь дело с полной или практической высотой гофра hПР. Тогда:
 , (4.87)
, (4.87)
или приближенно:
 . (4.88)
. (4.88)
Для синусоидального гофра приближенная формула, полученная при условии приравнивания формы образующей гофра дуге окружности, такова:
 . (4.89)
. (4.89)
Длина образующей синусоидального гофра согласно (4.89):
 . (4.90)
. (4.90)
Дальнейшее упрощение (4.89) возможно при замене дуги окружности равносторонним треугольником, боковые стороны которого являются хордами полудуг выпуклости гофра, а основание — хордой всей дуги. Тогда коэффициент гофрирования для синусоидального гофра можно рассчитывать так же как и для треугольного, по (4.86) или (4.87).
Любой трапециевидный гофр можно рассматривать как состоящий из двух последовательных участков: плоской вершины (или впадины) длиной а и ломаной или криволинейной части (вогнутости, выпуклости). Учитывая, что шаг подобных гофров Т, обозначим расстояние между их соседними горизонтальными площадками, являющееся основанием ломаной или криволинейной части гофра, через t=T — а. Длина образующей криволинейной выпуклости (вогнутости) может рассчитываться либо по (4.90), полученной для криволинейного так называемого синусоидального гофра, либо по (4.86), допустимой при замене дуги окружности криволинейной части гофра двумя хордами — сторонами треугольника.
В первом случае с учетом (4.90):
 , (4.91)
, (4.91)
 . (4.92)
. (4.92)
Соотношения (4.91) и (4.92) можно выразить в иной записи:
 , (4.93)
, (4.93)
 , (4.94)
, (4.94)
где р=а/Т; q=t/T; kГС — коэффициент гофрирования синусоидальной составляющей трапециевидного гофра.
Во втором случае с учетом (4.90):
 , (4.95)
, (4.95)
 . (4.96)
. (4.96)
Таким образом, для приведенных профилей рекомендуемые расчетные формулы по определению коэффициента гофрирования могут быть представлены в виде табл. 4.3.
Таблица 4.3. Формулы для расчета коэффициента гофрирования
| Наименование профиля гофра | С учетом криволинейности гофра | Без учета криволинейности гофра |
| Треугольный | – | 
|
| Синусоидальный | 
| 
|
| Трапециевидный (плосковершиппый) | 
| 
|
Примечание. Во всех формулах дооускается замена теоретической высоты гофра h на полную или практическую его высоту hПР
Если оболочка образуется из предварительно сформированной цилиндрической трубки, то в процессе гофрирования она, как правило, укорачивается. Поэтому на практике часто пользуются понятием коэффициента укорочения kУ, который в общем случае обратно пропорционален kГ, т.е.
 .
.
Таким образом, длина гофрированной оболочки:
lОБГ=lОБkУ=lОБ/kГ,
где lОБ — длина оболочки до гофрирования.
Будет укорачиваться также гладкая экранная (алюминиевая, медная) или стальная лента, предварительно пропускаемая через гофрирующее устройство перед ее наложением на сердечник.
Значения kУ можно рассчитать по формулам, обратным приведенным в табл. 4.3, например, для треугольного профиля:
 . (4.97)
. (4.97)
Конструирование и расчет стальных гофрированных оболочек. В задачу конструирования стальных гофрированных оболочек входит: выбор профиля и типа гофра, определение толщины ленты, диаметра гофрированной оболочки, шага и высоты гофра.
Согласно [15] для стальных оболочек применимы как синусоидальный, так и трапециевидный (плосковершинный) профили гофра.
При равных диаметрах оболочки, естественно, коэффициент гофрирования, масса металла, а также масса защитных покровов будут меньше у оболочек с плосковершинным гофром, однако последние уступают оболочкам с синусоидальным гофром по большинству механических параметров: гибкости, стойкости к многократным изгибам, стойкости к поперечному и объемному сжатиям, относительному удлинению (исключение составляет лишь растягивающее усилие без остаточной деформации, которое у оболочек с плосковершинным гофром больше).
В кабелях с пластмассовой оболочкой стальные гофрированные оболочки являются конструктивным элементом, определяющим надежность и долговечность кабелей. Поэтому при их сравнительной оценке доминирующую роль играют именно механические параметры. Руководствуясь этим, предпочтение следует отдать синусоидальному профилю гофра.
Коэффициент защитного действия стальных оболочек от профиля, типа и параметров гофра практически не зависит.
Как указано в [15], сравнение оболочек с кольцевым и винтовым типами гофров показало, что по ряду параметров они эквивалентны. Это относится к коэффициенту гофрирования и массе, разрывному и растягивающему без остаточной деформации усилиям, минимальному радиусу изгиба и стойкости к объемному сжатию. Винтовой гофр предпочтительнее по стойкости к многократным изгибам и к поперечному сжатию, по большему относительному удлинению при разрыве. Решающим обстоятельством при выборе типа гофра должен служить принятый технологический процесс изготовления стальной сварной гофрированной оболочки.
При аргонно-дуговой сварке оболочки процесс протекает с относительно небольшой скоростью (около 15 м/мин) и гофрирование оболочки вполне может осуществляться методом обкатки ее кольцом, при котором формируется несколько более благоприятный винтовой гофр [15].
При высокочастотной сварке оболочки скорость процесса относительно велика — до 60 м/мин. Такую скорость гофрирования обеспечивает метод продольной прокатки в профилированных зубчатых калибрах, при котором формируется кольцевой гофр. В США, а также в Японии, Испании принят способ высокочастотной пайки оболочки, свернутой из предварительно гофрированной стальной ленты, при котором также образуется кольцевой гофр. Если, отвлекаясь от наличия того или иного оборудования, оценить оба способа изготовления стальной гофрированной оболочки, то можно высказать следующие ориентировочные соображения. Способ высокочастотной сварки более эффективен для кабелей диаметром 20 — 40 мм, т. е. в условияхкрупносерийного производства. При этом используется преимущество высокоскоростного процесса в сочетании с редкими переналадками агрегата при переходе с одного размера оболочки на другой, отнимающими много времени при гофрировании ее путем продольной прокатки.
Возможно изготовление гофрированной оболочки также из заминированной ленты Zetabon без сварки стыков ленты.
Толщина стальной оболочки, как правило, должна зависеть от диаметра сердечника. В противном случае, т. е. при неизменной толщине оболочки, по мере увеличения диаметра сердечника ухудшаются такие его параметры, как гибкость, стойкость к многократным изгибам, к объемному и поперечному сжатиям. Кроме того, возрастает масса кабеля. И толщину оболочки надлежит увеличивать, чтобы не пришлось снижать усилия тяжения и соответственно уменьшать строительные длины кабелей, протягиваемых в канализации.
Так как сталь механически значительно прочнее, чем свинец и алюминий, то и диапазон толщин стальной оболочки может быть уже свинцовых и алюминиевых, и число градаций толщин в несколько раз меньше.
При производстве ОК возможны колебания диаметра сердечника и промежуточной оболочки по длине. Поэтому между промежуточной оболочкой и стальной гофрированной оболочкой должен быть предусмотрен технологический зазор (Δз).
Таким образом, внутренний диаметр гофрированной оболочки (по впадинам) будет:
 , (4.98)
, (4.98)
наружный диаметр оболочки по впадинам гофра:
 . (4.99)
. (4.99)
Определим наружный диаметр оболочки по выступам гофра, т. е. собственно диаметр гофрированной оболочки DНАР. Последний зависит от рекомендуемой степени гофрирования, которая оказывает существенное влияние на гибкость оболочки, ее стойкость к сжатию и многократным изгибам. Чем степень гофрирования больше, тем лучше механические параметры оболочки. Однако с увеличением ξ возрастает расход металла оболочки и материалов защитных покровов. Можно рекомендовать ξ =1,25…1,15 (по мере увеличения диаметра) [15].
Итак,
 . (4.100)
. (4.100)
Исходя из (4.99) и (4.100) высота гофра:
 . (4.101)
. (4.101)
Можно задавать не степень гофрирования ξ, а непосредственно теоретическую высоту (глубину) гофра h. В этом случае
 . (4.102)
. (4.102)
Подобный метод нормирования принят в VDE 0816/2.79.
Оптимальный шаг гофра tОПТ, при котором обеспечиваются наибольшие гибкость и стойкость оболочки к многократным изгибам, зависит от диаметра оболочки. В [16] рекомендуется полученное на основании опытных данных выражение для определения оптимальных шагов, мм, кольцевого синусоидального гофра:
 . (4.103)
. (4.103)
Для винтового гофра фирма «Кабельметалл» (ФРГ) рекомендует ступенчатое соотношение между tОПТ и D (рис. 4.18), которое в усредненном виде может быть записано так:
 , (4.104)
, (4.104)
где tОПТ и DНАР в мм.
Как видно из сопоставления (4.103) и (4.104), они очень близки.
После нахождения указанных параметров надлежит проверить, соблюдаются ли ограничения h>hмин и δ>δмин. Минимально допустимая высота гофра согласно [16] определяется исходя из заданной кратности изгиба кабелей:
 (4.105)
(4.105)
где пИЗГ=RИЗГ/DHAP.
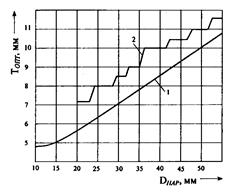
Рис. 4.18. График оптимального шага гофра стальной оболочки:
1 – кольцевого; 2 - винтового
Подобно кабелям ГТС с медными жилами определим тяговое усилие FT, Н, необходимое для протягивания в канализации максимальной строительной длины ОК lСТРмакс,км, согласно [17]:
 , (4.106)
, (4.106)
где Pо — масса кабеля, кг/км; kТ — коэффициент трения кабеля о стенки канала; g — ускорение свободного падения.
Как отмечалось ранее, это тяговое усилие не должно быть больше допустимого растягивающего усилия ОК при заданном удлинении ОВ:
 (4.107)
(4.107)
где Fi — растягивающее усилие, обеспечиваемое конструкцией i-го элемента ОК.
В свою очередь согласно [17] максимально допустимое растягивающее усилие гофрированной оболочки, не вызывающее ее остаточной деформации, может быть определено по выражению:
 , (4.108)
, (4.108)
где kσ — коэффициент прочности, равный 270 — 330 Н/мм2 (в среднем 300 Н/мм2) для гофрированных оболочек из низкоуглеродистой особо мягкой стали.
Если предположить, что основным и единственным силовым элементом ОК является гофрированная оболочка, то полученная в [18] из (4.106) и (4.108) зависимость для минимально допустимой толщины стальной гофрированной оболочки, мм, может быть представлена в виде:
 . (4.109)
. (4.109)
Дата добавления: 2019-12-09; просмотров: 1056;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость
- Абиотические факторы почвенного покрова.
- АВТОМАТИЗАЦИЯ МЕЖБАНКОВСКИХ РАСЧЕТОВ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
