Метод осевого парофазного осаждения (VАD)
Этот метод, разработанный в Японии, является альтернативой методу OVD. При методе осевого парофазного осаждения порошкообразные частицы, образуемые с помощью кислородно-водородной горелки, осаждаются на торцевую поверхность вращающегося стержня из кварцевого стекла (рис. 3.14).
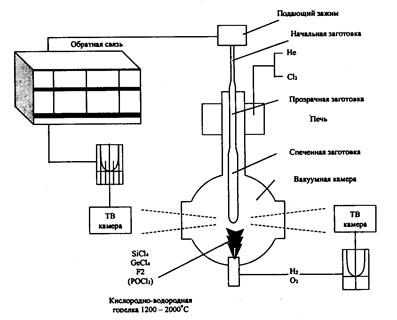
Рис. 3.14. Принципиальная схема, показывающая
VAD метод изготовления заготовок
Аксиальное осаждение частиц кремниевого диоксида при этом методе происходит не радиально как в OVD; что делает более трудным процесс изменения индексного ППП, но позволяет проще изготавливать более длинные заготовки. Производственная система состоит из механизма для осевого движения заготовки, вакуумной камеры, горелки, выпаривающего модуля для составляющих сырья и блока управления. Заготовка вытягивается медленно, вертикально вверх через производственное оборудование. Сырье (SiCl4, GeCl4 и РОС13) вводится таким же образом как в OVD; используется газовая водородно-кислородная горелка и чрезвычайно мелкие стеклянные частицы, сформированные в процессе реакции теплового гидролиза. Эти частицы оседают на поверхности стержня с уже имеющимся напылением, который функционирует как основа для наращивания заготовки. Пористая заготовка наращивается вдоль оси стержня и увеличивается в направлении роста заготовки. При этом расстояние между горелкой и растущей в осевом направлении заготовкой должно оставаться постоянным. Можно также использовать несколько горелок одновременно, для того чтобы обеспечить требуемые показатели преломления сердцевины и оболочки. В зависимости от конструкции горелок и их расстояния от стержня, а также от температуры при осаждении можно изготавливать различные профили показателя преломления.
Превращение в прозрачную заготовку (остеклование) осуществляется с помощью кольцеобразной печи по окончании осаждения. Для сушки, т.е. удаления остатков влаги, в процессе усадки заготовка омывается газообразным хлором.
Важными элементами процесса изготовления заготовки методом VAD являются: постоянный процесс роста; точный контроль над потоком сырья; точный контроль относительно выхода избыточных материалов; температура пламени; поверхностная температура зоны роста заготовки; скорость вращения заготовки; позиция зоны роста заготовки.
Вариации в позиции зоны роста дают флуктуации в индексной конфигурации готовой заготовки. Осевая скорость изготовления заготовки — приблизительно 40 — 60 мм/час.
Чтобы получить световод с более толстой оболочкой, можно после этого на заготовку надвинуть трубку из кварцевого стекла в соответствии с методом «стержень в трубке», используемую в качестве оболочки.
Дата добавления: 2019-12-09; просмотров: 805;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Определение и структура методов обучения.
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Понятие о методах воспитания.
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Методологические основы педагогики.
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
