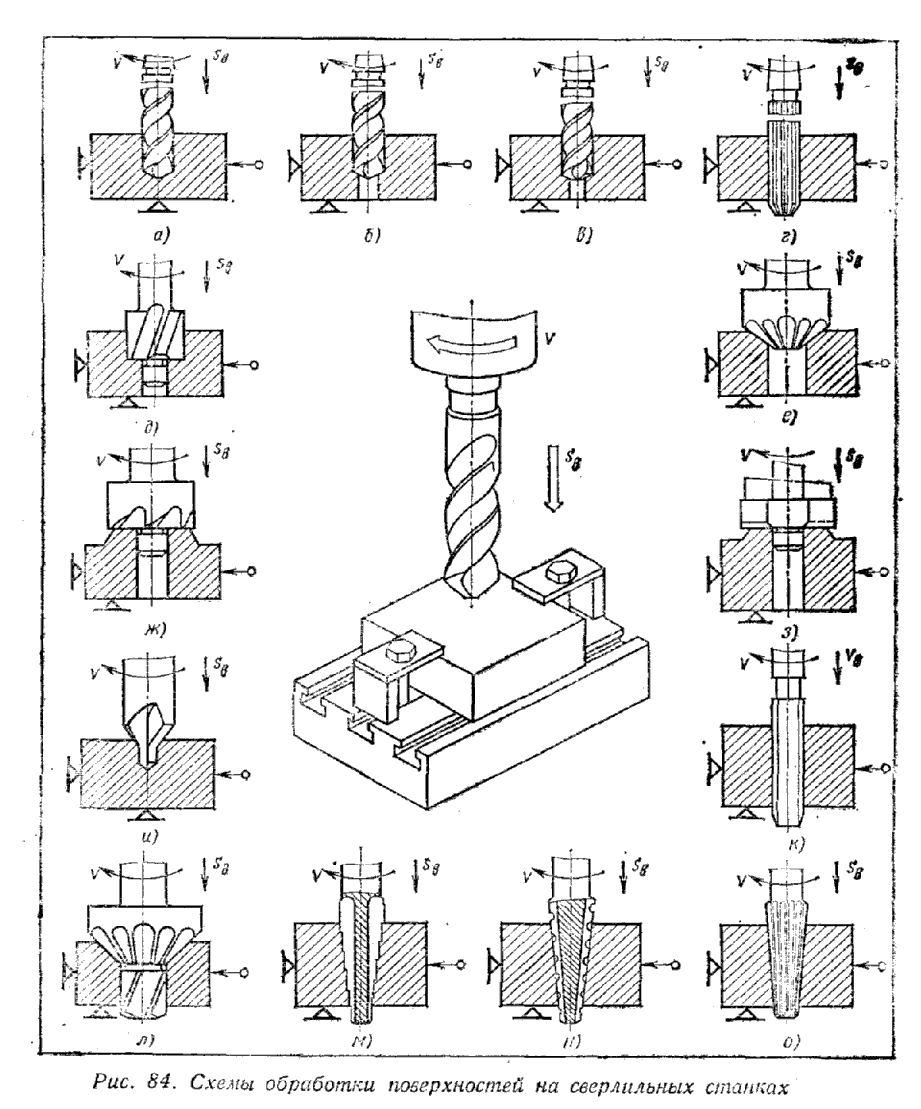
на вертикально-сверлильном станке
| Dr |
| DSв |
| DSв |
| DSв |
| Dr |
| Dr |
| Dв |
| Dr |
| Dr |
| Dr |
| Dr |
| DSв |
| Dr |
| Dr |
| DSв |
| DSв |
| DSв |
| DSв |
| Dr |
| Dr |
| Dr |
| DSв |
| DSв |
| DSв |
| DSв |
| DSв |
| DSв |
4. Шлифование
Шлифование в машиностроении распространено как метод высокопроизводительной предварительной и окончательной обработки заготовок из различных материалов, имеющих различную твердость (для заготовок из закаленных сталей — это основной способ обработки). При вращении шлифовального круга, в котором абразивные зерна расположены беспорядочно и удерживаются связкой, зона контакта с обрабатываемой поверхностью представляет собой совокупность микроследов воздействия абразивных зерен. Скорость резания при шлифовании — 30...100 м/с. Шлифование используется для обработки цилиндрических, плоских и фасонных поверхностей по 5 — 7-му квалитетам точности и шероховатостью поверхности Ra 1,25...0,08 мкм.
По характеру обрабатываемых поверхностей можно различить четыре основных схемы шлифования: обработка круглых наружных поверхностей, обработка круглых внутренних поверхностей, обработка плоских поверхностей, обработка сложных (фасонных) поверхностей. По точности обработки шлифование может быть обдирочное, размерное и тонкое,
Основные схемы круглого наружного шлифования в центрах показаны на рис. 12.11. Диаметр шлифовального круга не зависит от диаметра обрабатываемой детали и определяется его прочностью, параметрами станка и технологическими факторами обработки. Шлифование в основном производят периферией круга, которому придается главное движение и движения поперечной и (или) продольной подачи. Движение круговой подачи придается заготовке.
Многопроходное шлифование с продольной подачей (рис. 12.11, а) выполняется с частичным выходом (на 20...30% ширины круга) шлифовального круга из контакта. После каждого двойного хода круга (заготовки) круг подается в радиальном направлении на заготовку на величину глубины резания. В конце обработки один или несколько проходов выполняют без радиальной подачи круга (выглаживание). Данная схема применяется для черновой и чистовой обработки длинных поверхностей (валов, осей).

Рис. 12.11. Схемы круглого наружного шлифования в центрах:
а — многопроходное; б — глубинное; в, г — с поперечной подачей одно- и многопроходное соответственно; д, е — с тангенциальной подачей; ж — врезное; Dr — главное движение; Dд — движение круговой подачи; DSпрод — движение продольной подачи; DSпоп — движение поперечной подачи; DSт — движение тангенциальной подачи
При однопроходном шлифовании с продольной подачей (глубинное шлифование) весь припуск снимают за один проход (рис. 12.11, б). Этот вид шлифования более производительный, но менее точный, он используется для обработки заготовок большой жесткости.
При обработке методом поперечной подачи (рис. 12.11, в) шлифовальный круг равномерно или дискретно подается в радиальном направлении (движение DSпоп). Так как точность обработки существенно зависит от геометрической точности круга, его необходимо чаще править. Этим методом можно обрабатывать короткие фасонные поверхности.
При многопроходной схеме (уступами) (рис. 12.11, г) возможна последовательная обработка нескольких шеек. На коротких деталях большой жесткости (ступенчатые валы, блоки шестерен, шейки коленчатого вала) возможна параллельная обработка.
Для чернового и чистового шлифования относительно коротких цилиндрических, конических и фасонных поверхностей применяется метод тангенциальной подачи (рис. 12.11, д, е).
При необходимости одновременной обработки шейки и прилегающего к ней торца применяют врезное шлифование с подачей круга под углом к оси заготовки (рис. 12.11, ж).
При наружном бесцентровом шлифовании (рис. 12.12) заготовку 2 не закрепляют в центрах или патроне, она опирается на нож 3 и базируется по обработанной поверхности, что существенно повышает точность обработки. Заготовка вращается от ведущего круга 4, скорость движения которого в 60 — 100 раз меньше скорости шлифующего круга 1. Скрещивающиеся оси ведущего и шлифующего кругов обеспечивают дополнительное прямолинейное движение заготовки вдоль оси шлифующего круга. Вращение заготовки можно передавать магнитной планшайбой 5 (рис. 12.12, д). В этом случае заготовка базируется торцом и удерживается силами магнитного притяжения.
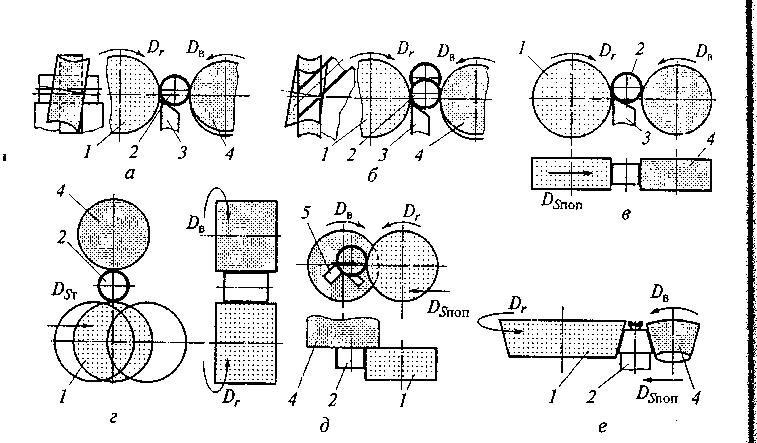
Рис. 12.12. Схемы круглого наружного бесцентрового шлифования:
а — с продольной подачей; б — с поворотом направляющей линейки; в — с радиальной подачей; г — с тангенциальной подачей; д — на планшайбе; е — с упором; 1 — шлифующий круг; 2 — заготовка; 3 — нож; 4 — ведущий круг; 5 — планшайба; Dr — главное движение; DSт — движение тангенциальной подачи; DSпоп — движение поперечной подачи; Dв — движение ведущего круга
Заготовки цилиндрической формы (штифты, пальцы, кольца подшипников) при больших программах выпуска (500 — 1000 шт. в смену) шлифуют с поворотом ведущего круга и продольной подачей (рис. 12.12, а) либо поворотом направляющей линейки (рис. 12.12, б). Эти способы имеют большую производительность. Цилиндрические, конические, ступенчатые и фасонные поверхности сравнительно небольшой длины обрабатывают с ведущим кругом и радиальной подачей шлифующего круга (рис. 12.12, в). Шлифование с тангенциальной подачей шлифующего круга (рис. 12.12, г) позволяет обрабатывать те же поверхности, а при специальной наладке и плоские. Шлифование с поперечной подачей и установкой заготовки на магнитной планшайбе (см. рис. 12.12, д) позволяет с большой точностью обрабатывать кольца подшипников. Для обработки цилиндрических и конических заготовок небольшой длины (к примеру, стержень клапана) целесообразно использовать шлифование с упором (рис. 12.12, е).
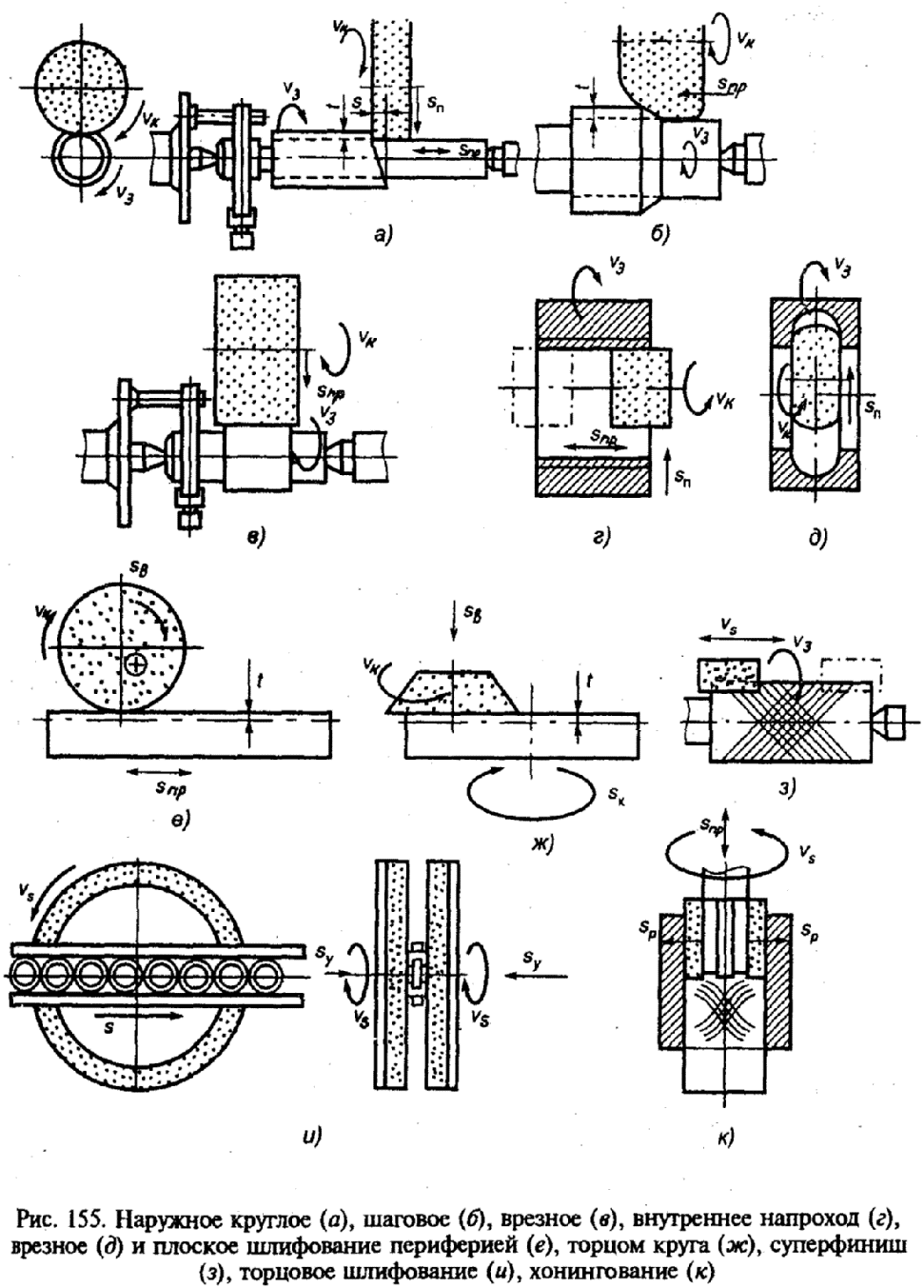
Плоское шлифование может осуществляться двумя методами: шлифование периферией круга и шлифование торцом круга. Схемы шлифования показаны на рис. 12.13.
Плоское шлифование периферией круга по многопроходной схеме с линейной продольной, поперечной и вертикальной подачами (рис. 12.13, а) применяют для чернового и чистового шлифования поверхностей с относительно большой шириной или комплектов заготовок (линейки, клинья, шпонки). Однопроходное шлифование по этой схеме используют только при черновой обработке поверхностей. Шлифование с круговой подачей (рис. 12.13, б) применяют для обработки относительно большой партии заготовок небольших размеров (кольца, втулки).
Плоское шлифование торцом круга по многопроходной схеме с линейной продольной, поперечной и вертикальной подачами (рис. 12.13, в) применяют для чистовой и черновой обработки поверхностей с шириной обработки меньше диаметра круга. Однопроходную схему используют только при черновом шлифовании. Шлифование с круговыми подачами стола и заготовки (рис. 12.13, г) применяют для обработки больших партий заготовок небольших размеров.
Станки с ЧПУ
Дата добавления: 2017-06-13; просмотров: 1802;
Поиск по сайту
Узнать еще
- Влияние погрешности установки и базирования заготовки на станке или в приспособлении
- Изготовление балясины из дерева на токарном станке
- Изготовление декоративной вазы из дерева на токарном станке
- Изготовление кольца из дерева на токарном станке
- Изготовление ручки для напильника на токарном станке
- Обработка цилиндрических деревянных поверхностей на токарном станке
- Приспособления и методы закрепления заготовок на станке

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
