Горячая объемная штамповка.
Штамповка – это способ изготовления изделий давлением с помощью специального инструмента (штампов), рабочая полость которых определяет конфигурацию изделия. Полости в верхней и нижней частях штампа называют ручьями штампа.
Исходным материалом для горячей объемной штамповки служит прокат – чаще из углеродистых или низколегированных сталей, реже из цветных металлов и сплавов. Достоинства горячей объемной штамповки:
– высокая производительность – до сотен поковок в час;
– меньшие припуски и допуски, чем при свободной ковке;
– более низкая квалификация штамповщика по сравнению с кузнецом.
Наиболее широкое применение получила штамповка на молотах, прессах и горизонтально-ковочных машинах. Разновидностями горячей объемной штамповки являются штамповка в открытых или в закрытых штампах и в штампах для выдавливания.
Штамповка в открытых штампах (рис. 5.19) характеризуется тем, что полость штампа в процессе деформирования незамкнута. В последний момент происходит вытеснение избытка металла в заусенечную канавку, образуется облой (заусенец).
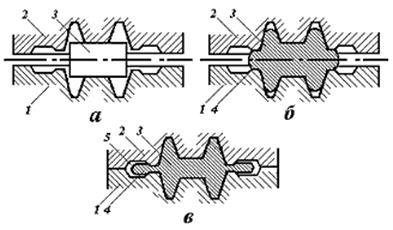
Рис. 5.19. Штамповка в открытых штампах:
а – начальная стадия; б – стадия образования заусенца; в – конечная стадия штамповки; 1-2 – нижняя и верхняя половины штампа; 3 – исходная заготовка;
4 – заусенец; 5 – заусенечная канавка
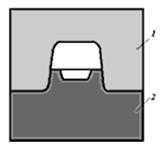
Штамповка в закрытых штампах характеризуется тем, что деформация заготовки происходит в закрытой полости штампа (рис. 5.20). Весь объем металла, находящегося в полости штампа, идет на формообразование поковки без образования облоя. Коэффициент использования металла составляет
0,75…0,8. При этом требуются заготовки высокой точности.
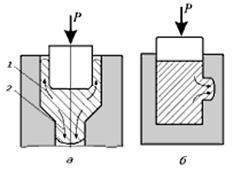
Штамповка выдавливанием, применяемая для изготовления поковок из малопластичных высокопрочных сталей, подразделяется на штамповку прямым выдавливанием, прошивкой (обратное выдавливание) (рис. 5.21) и комбинированным.
|
| ||||||||
| Рис. 5.20. Штамповка в закрытых штампах: 1, 2 – верхняя и нижняя части штампа | Рис. 5.21. Штамповка выдавливанием: а – комбинированная (1 – обратное, 2 – прямое выдавливание); б – в разъемных матрицах |
Дата добавления: 2020-11-18; просмотров: 680;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
