Локализация и удаление выбросов прокатных станов
При горячей прокатке металла пыль образуется в результате измельчения окалины валками и испарения металла вследствие мгновенного увеличения давления и повышения температуры. Количество выделяющейся пыли на 1 т проката составляет при прокате слябов и блюмов до 80 г, а при прокате листа до 100г. Часть пыли ( ~ 20 %) мелкодисперсная (размер частиц <10 мкм). На слябингах, блюмингах и сортовых станах наиболее интенсивное пылевыделение происходит на первых проходах.
Локализацию и удаление пыли, выделяющейся при прокатке, осуществляют различными способами. На мелких прокатных станах устанавливают зонты на высоте 2,4 м, чтобы не мешать обслуживанию стана (рис. 30.1, а). Так как скорость воздуха в отверстии зонта должна быть не менее 2 м/с и ширина зонта должна быть равна или немного меньше ширины клети стана, конструкция получается весьма громоздкой. Вследствие больших присосов расходы воздуха (100—900 тыс. м3/ч) и энергии весьма значительны.
На многих предприятиях проблему обеспыливания пытались решить, применяя гидрообеспыливание, осуществляемое с помощью форсунок с тонким распылением воды, механическим и пневматическим, равномерным орошением мест пылевыделения через дырчатые трубы и т. п. Однако такие способы не дали положительных результатов.
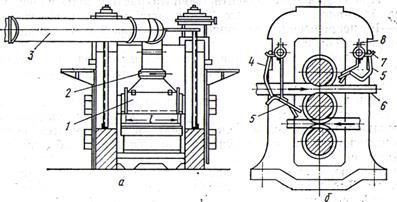
Рис. 30.1. Обеспыливание клетей прокатных станов: а — отсосом через зонт; б — смывом пыли водой. 1— зонт; 2 — бесфланцевое соединение; 3 — воздуховод; 4 — гибкий шланг; 5 — двухрожковое сопло; 6 — прокатываемый металл; 7 — водопроводная труба; 8 — сдвижной хомут.
Наилучшие результаты достигаются при смыве пыли компактной струей воды (рис. 30.1, б) в месте ее образования. Вода подается на прокатываемый металл в месте выхода его из валков и отводится по специальному желобу. При прокате листа толщиной 2 мм степень обеспыливания 98—99 %. При этом дополнительного, нежелательного охлаждения листа практически не происходит.
При гидросмыве ориентировочный расход воды равен, м3/ч: на блюминге 40, слябинге 30, на одну клеть листового стана 6—10, непрерывного сортопрокатного стана 2 и на один проход на раскатном стане 1.
При прокатке специальных сталей подача воды недопустима. В этом случае следует применять вентиляционные системы с зонтами.
При холодной прокатке металла на валки стана для охлаждения подается эмульсия. Вследствие разогрева валков часть эмульсии испаряется и в виде паров распространяется по цеху, конденсируясь на строительных конструкциях и оборудовании. Пары эмульсии очень агрессивны и наносят большой вред оборудованию, особенно электроаппаратуре и отопительным агрегатам. Для локализации паров эмульсии на стане холодной прокатки предусматривают укрытия, из которых отсасывается 25000—40000 м3/ч воздуха на каждое межклетьевое пространство, причем 70 % из верхней зоны и 30 % из нижней.
Оседающая на слое эмульсии пыль образует липкие трудноудаляемые отложения, поэтому воздухопровод и вентилятор нужно защищать. Для этой цели по возможности ближе к стану устанавливают два поочередно работающих сетчатых фильтра, регенерация которых осуществляется разогревом паром и промывкой щелочным раствором.
Дата добавления: 2021-07-22; просмотров: 772;
Поиск по сайту
Узнать еще
- I. Нормативы выбросов.
- II этап. Установка свойств объектов
- II. Физико-химические, восстановление металлов из их оксидов или карбидов.
- III. Окислительно-восстановительные реакции
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
