Термообработка инструментальных сталей при криогенных температурах
Внедрение в производство криогенных процессов для обработки инструментальных сталей связано с изменением последовательности операций термической обработки, возможным изменением режимов операций термообработки (цементации или закалки и отпуска), минимально допустимым промежутком времени между окончанием операции закалки и началом охлаждения ниже нуля, т. е. продолжительностью вылеживания при нормальной температуре, оптимальной температурой охлаждения, скорости охлаждения и продолжительности выдержки при низких температурах, обеспечением экономичности процесса (окупаемости затрат, связанных с усложнением технологии).
Детали особо сложной формы с неравномерным распределением массы и резкими переходами по сечению, особенно детали, изготовленные из высоколегированных сталей, характеризуемые сквозным прокаливанием, немедленно после закалки подвергают отпуску для снятия закалочных напряжений.
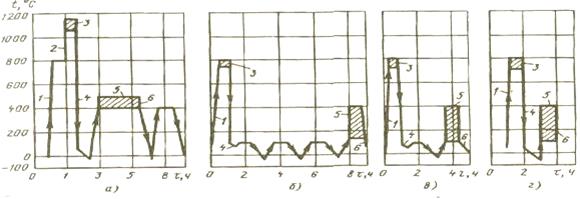
Рис. 3-1. Графики режимов термообработки с применением криотемператур для сталей:
а — быстрорежущих; б — шарикоподшипниковых; в — легированных цементованных; г — инструментальных;
1 — предварительный нагрев; 2 — закалка в масле; 3 — интервал температуры закалки: 4 — обработка при криотемпературах; 5 — интервал температуры отпуска; 6 — охлаждение
Если такие детали охлаждать ниже нуля, то увеличивается опасность образования трещин. Поэтому их подвергают обычному отпуску, затем охлаждают ниже нуля, после чего подвергают вторичному отпуску при несколько пониженной температуре. При таком выполнении технологического процесса предотвращается опасность возникновения кольцевых трещин в массивных инструментах (например, сверлах, зенкерах, развертках больших диаметров) из быстрорежущей стали, сваренной встык с углеродистой или низколегированной.
При изготовлении технологической оснастки высокой точности (измерительных инструментов, деталей прецизионных приборов и т. п.) требуется обеспечить максимальную стабилизацию размеров. В этих случаях необходимо устранить из структуры закаленной стали остаточный аустенит, сохранившийся в стали в небольших количествах после одноразовой криогенной обработки. Такие превращения происходят при дополнительной обработке — старении изделий при длительном нагреве до 120 – 150о С.
На рис. 3-1 приведены графики режимов термообработки различных сталей с применением криотемператур. Схемы приборов для измерения низких температур приведены на рис. 3-2.
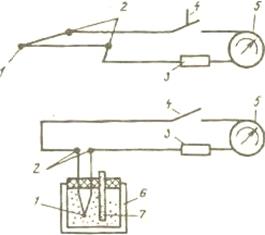
Рис.3-2. Схемы прибора для замератемпературдо —150°С:
1 — рабочий спай термопары хромель — копель; 2 — свободный спай;
3 — сопротивление 420 Ом; 4 — тумблер; 5 — потенциометр; 6 — термос;7 —термометр
Дата добавления: 2019-12-09; просмотров: 815;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы
- F63 Расстройства привычек и влечений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
