Тема 3.1 Сварочная проволока и покрытия электродов, флюсы и газы
Для изготовления электродов, а также для автоматической и механизированной (полуавтоматической) сварки используется специальная сварочная проволока, которая поставляется по ГОСТ 2246-70 и делится по назначению: низкоуглеродистая, легированная, высоколегированная. Диаметр сварочной проволоки от 0,3 до 12 мм (в основном используется 1-6 мм). Бухты сварочной проволоки имеют массу 20 кг (при диаметре 1-2 мм), 60 кг (при диаметре 2,5-12 мм).
Маркировка сварочной проволоки аналогична маркировке сталей.
Например,
Св-08 - низкоуглеродистая проволока с содержанием углерода 0,08%;
Св-08А - низкоуглеродистая проволока с содержанием углерода 0,08% с пониженным содержанием серы и фосфора (А);
Св-08ХГС -легированная проволока с содержанием углерода 0,08%, легирующих элементов: хрома (Х), марганца (Г), кремния (С) до 1%;
Св-07Х18Н9Т10 - высоколегированная проволока с содержанием углерода 0,07%, легирующих элементов: хрома (Х) - 18%, никеля (Н) - 9%, титана (Т) - 10%.
Покрытия электродов и флюсы содержат группы компонентов, выполняющих различные полезные функции при сварке:
· стабилизирующие (ионизирующие) - понижают потенциал ионизации газов (минералы, содержащие кальций, натрий, калий), т.е. обеспечивают устойчивое горение дуги: мел, поташ, мрамор, титановый концентрат и др.;
· защитно-легирующие - обеспечивают стабильное горение дуги, защиту металла от кислорода и азота воздуха, раскисляют, легируют металл шва - сложные по составу, в свою очередь, содержащие группы компонентов:
o газообразующие - создают газовую защиту дуги и сварочной ванны: крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор и др.;
o шлакообразующие - связывают окислы и другие соединения, которые должны быть выведены из сварочной ванны (с этой целью шлак должен быть подвижным, иметь малую вязкость, малый удельный вес - чтобы он успел выйти из сварочной ванны). Кроме того, шлак должен равномерно покрывать шов (для защиты металла шва до его остывания от воздуха), быстро затвердевать (что особенно важно при сварке в вертикальном и потолочном положении). В качестве таких компонентов используются: мрамор, полевой шпат, титановый концентрат, марганцевая руда, кварцевый песок и др.;
o раскисляющие - компоненты в виде сплавов железа с раскисляющими элементами: ферромарганец, ферросилиций, ферротитан и др. (продукты металлургической промышленности);
o легирующие - компоненты в виде сплавов железа с легирующими элементами: ферромолибден, феррохром, ферромарганец, ферросилиций, ферротитан и др. (продукты металлургической промышленности);
o связующие - натриевое или калиевое жидкое стекло - для приготовления замеса при изготовлении электродов или флюсов.
В зависимости от содержания компонентов (и толщины) покрытия различают толстопокрытые электроды с защитно-легирующим покрытием и тонкопокрытые, у которых обмазка выполняет только стабилизирующую функцию (см. рис. 14).
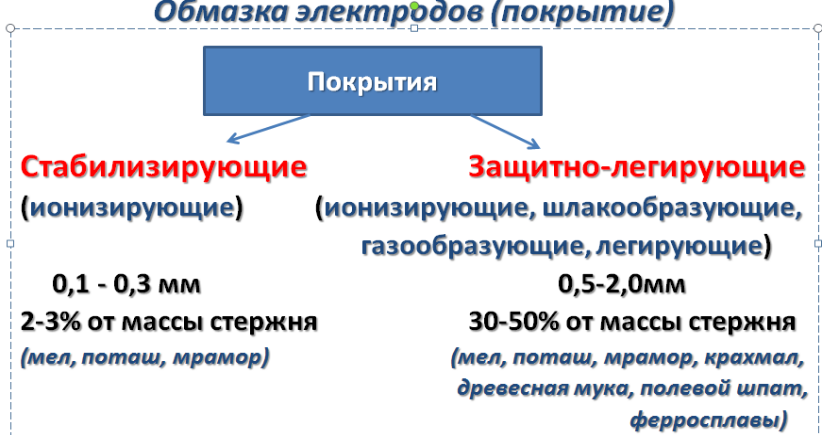
Рисунок 14 - Типы покрытий электродов
Защитные газы будут рассмотрены в последующих (соответствующих) разделах.
Контрольные вопросы:
1. Расшифруйте марки проволоки:Св-08ГСМТ; Св-04Х19Н11М3.
2. Объясните назначение стабилизирующих компонентов покрытий электродов и флюсов.
3. Объясните назначение газообразующих компонентов покрытий электродов и флюсов.
4. Объясните назначение шлакообразующих компонентов покрытий электродов и флюсов. Какую роль играет шлак, какие требования предъявляются к шлаку? Как Вы думаете, каким должен быть шлак: легкоотделимым или трудноотделимым?
5. Объясните назначение раскисляющих, легирующих компонентов покрытий электродов и флюсов. В каком виде они поставляются?
6. Объясните назначение связующих компонентов покрытий электродов и флюсов.
Тема 3.2 Электроды
Дата добавления: 2017-05-02; просмотров: 2430;
Поиск по сайту
Узнать еще
- Arthropoda. Клещи. Систематика. Морфология. Медицинское значение.
- Arthropoda. Паукообразные. Систематика. Географическое распространение. Морфология. Скорпионы. Пауки. Медицинское значение.
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- D) Система класифікації за підтримкою багато гілкового виконання програми.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
