Степень оснащенности КМЛ двух поколений швейными машинами
| Машины | Удельный вес машин в общем количестве оборудования, %, на потоке поколения | |
| первого | второго | |
| Стачивающие общего назначения | ||
| То же, оснащенные средствами автоматизации вспомогательных приемов | ||
| Специальные | ||
| Машины-полуавтоматы | ||
| Итого |
Создание специализированного высокопроизводительного обетования полуавтоматического и автоматического действия, а такжесовершенствование технологии и конструирования выдвигают задачу дальнейшего совершенствования форм организации швейных потоков. Одним из решений этой задачи является проектирование потоков, мощность которых равна мощности всего предприятия (фабрики). Такая организация швейного производства получила название сквозного потока или фабрики-потока.
Сквозные потоки — это мощные потоки со сложной организационной структурой управления, поэтому стабильность — основное условие эффективности их работы.
На рис. 5.14 приведена структура сквозного потока.
На сквозном потоке кроме подготовительного и раскройного производственных участков создано три самостоятельных технологически специализированных цеха — заготовительный, монтажный и отделочный. После обработки в отделочном цехе продукция поступает на склад. Все участки сквозного потока обычно располагают на разных этажах или в разных помещениях предприятия.
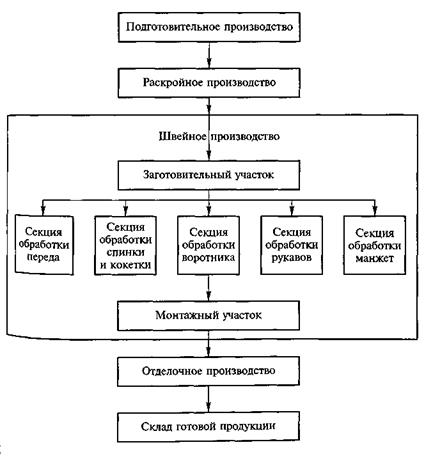
Рис. 5.14. Структура сквозного потока
Заготовительный цех представляет собой по детально специализированные линии с различными формами организации производства. При этом на каждой линии обрабатываются узлы изделия определенного вида.
Монтажный цех представляет собой предметно-специализированную линию, на которой может выполняться единый процесс эта линия может быть также расчленена на несколько групп и линий по сборке отдельных узлов (поступающих из заготовительного цеха) изделий ассортимента, изготовляемого на предприятии. Наиболее приемлемой формой организации производства в монтажном цехе являются прямолинейные конвейерные или агрегатные много модельные потоки оптимальной мощности.
Отделочный цех фабрики-потока представляет собой единый поток для окончательной отделки всех изделий перед их сдачей на склад готовой продукции.
Форма организации производства на фабрике-потоке требует наличия четкой автоматизированной системы управления, синхронизации работы линий и участков. Огромное значение при этом приобретают транспортные средства, как внутрицеховые, так и межцеховые, которые должны обеспечивать бесперебойное движение полуфабриката по наикратчайшему пути.
Фабрика-поток создает благоприятные условия для наиболее полного использования специализированного и высокопроизводительного оборудования.
Для обеспечения гибкости швейного производства фабрики-потока следует совершенствовать систему подготовки производства: разрабатывать модели, используя единые конструктивные базовые основы и унифицированные и стандартизированные детали; создавать технологию изготовления группы изделий, применяя максимальную механизацию и автоматизацию технологического процесса; строить единый технологический процесс обработки различных изделий, входящих в состав технологически однородных групп.
Дата добавления: 2017-04-05; просмотров: 3069;
Поиск по сайту
Узнать еще
- II степень (сегментарная дистопия матки)
- II. Степень насыщенности, определяемая природой связи между атомами углерода.
- III степень (тотальная дистоция матки)
- Intel - первый производитель, представивший четырёхядерные процессоры. Clovertown собирается из двух двуядерных кристаллов Woodcrest, помещённых в одну упаковку.
- VI. Определение девиации по сличению показаний двух компасов
- А — одноместный верстак, б — двухместный верстак
- а) пояса из двух ветвей, решетка из одного; б) пояса и решетка из одной ветви
- Активная, реактивная и полная мощности пассивного двухполюсника

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
