Слесарные тиски, ключи и разметка: виды, технология, ГОСТ и безопасность
Типы слесарных тисков. По конструктивному исполнению выделяют параллельные тиски (рис. 2.5, б) и стуловые тиски (рис. 2.5, а).
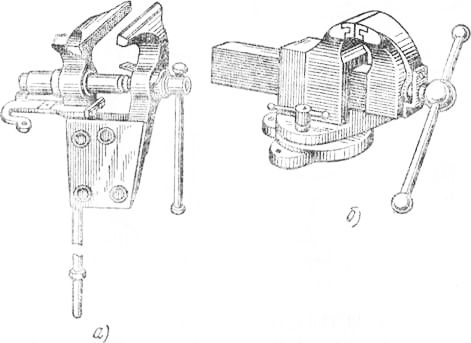
Рис. 2.5. Тиски: а — стуловые, 6 — параллельные
Параллельные тиски имеют щёки, которые перемещаются параллельно, обеспечивая равномерный зажим детали. Используются для точных операций: обработки напильниками, пилами, зубилом. Изготавливаются из чугуна, оснащаются стальными сменными губками. Ширина щёк — 60–140 мм, расстояние между ними — 45–180 мм, вес — 3–40 кг.
Стуловые тиски (из стальных поковок) имеют щёки, расходящиеся под углом. Применяются в кузнечном деле для работ с ударными нагрузками.
Ключи и их разновидности. Ключи делятся на нерегулируемые (рис. 2.7, а–ж) и универсальные (рис. 2.7, з–к).
- Нерегулируемые: плоские, накладные, торцевые, крюковые. Имеют фиксированный размер зева.
- Универсальные: разводные, рычажные, специальные (трещотки, цепные, трубные). Позволяют регулировать зев под разные размеры крепежа.
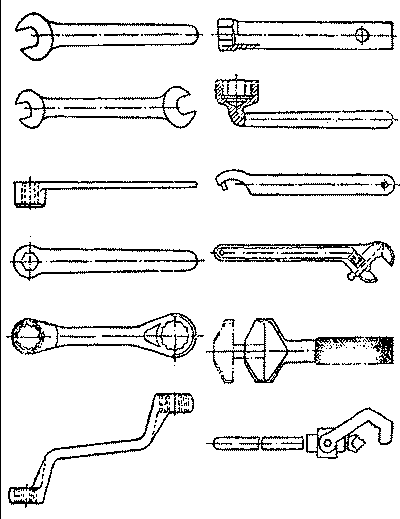
Рис. 2.7. Ключи гаечные
Щипцы и вспомогательные инструменты
- Щипцы (рис. 2.8): плоскозубцы, круглозубцы, регулируемые, кусачки. Используются для гибки, удержания деталей, работы с мелкими крепежами.
- Съемники (рис. 2.6): предназначены для демонтажа подшипников, шкивов. Состоят из прихватов, обоймы и винта.
- Струбцины: фиксируют детали при сборке или обработке. Изготавливаются из стали, зажим осуществляется винтом.
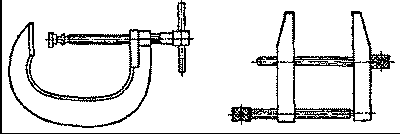
Рис. 2.6. Винтовые слесарные зажимы
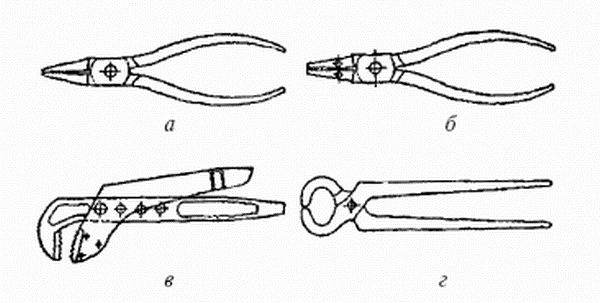
Рис. 2.8. Слесарные щипцы
Технология разметки деталей. Виды разметки:
1. Плоская — нанесение линий на плоскость.
2. Пространственная — разметка объёмных деталей с использованием разметочной плиты, призм, угольников.
Инструменты и материалы:
- Основные: чертилки, маркеры, кернеры, циркули, штангенрейсмус.
- Вспомогательные: мел, белая/красная краска, разметочные плиты, подставки, клинья.
- Этапы подготовки заготовки: очистка, обезжиривание, проверка размеров, покрытие поверхности краской.
Точность разметки зависит от качества инструментов и квалификации мастера:
- Стандартная точность — 0,5–0,08 мм.
- С эталонными плитками — 0,05–0,02 мм.
Правила безопасности:
- Использовать защитные чехлы на чертилки.
- Поднимать тяжёлые детали талями или кранами.
- Избегать разливов масла на рабочей поверхности.
Грамотный выбор инструментов, соблюдение технологии разметки и правил эксплуатации обеспечивают точность обработки и безопасность работ.
Дата добавления: 2025-03-15; просмотров: 2384;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
