Рациональные мощности потоков при изготовлении изделий различного ассортимента
Изделия Число рабочих
на потоке
Пальто мужские зимние и демисезонные 100... 130
Пальто женские зимние и демисезонные 100... 130
Пальто для мальчиков и девочек
школьного возраста....................... .. 70... 100
Пальто для мальчиков и девочек
дошкольного возраста..................... . 50...70
Пальто из искусственного меха... 60...80
Плащи мужские и женские........... 80...90
Пиджаки мужские шерстяные........ 140... 185
Брюки мужские шерстяные.......... 50...90
Костюмы мужские......................... .... 190...275
Брюки хлопчатобумажные.............. 70... 100
Куртки детские................................ . 45...70
Брюки детские шерстяные............ . 30... 40
Костюмы детские шерстяные...... .. 70... 100
Платья женские............................. . 50...70
Платья детские................................. . 40...60
Сорочки мужские и детские......... . 45...90
По степени прерывности технологического процесса, т. е. числу специализированных секций, участков или групп, швейные потоки делятся на несекционные и секционные.
При изготовлении нетрудоемких изделий (чаще всего на потоках малой мощности) поток может быть единый и неразрывный, без выделения каких-либо участков и секций, т. е. несекционный.
При обработке однородных изделий технологически сходных операций может быть около 80 %. Технологически разнообразные операции, необходимость которых вызвана различными модельными особенностями, встречаются в основном при заготовке деталей изделий. Поэтому такие изделия целесообразно обрабатывать в специализированных по общности технологии группах — Акциях.
Секционный поток — это поток, на котором технологический процесс расчленен по стадиям обработки изделий на секции, Подчиняющиеся единому такту потока. Секционные потоки побили в промышленности большое распространение, так как и строятся по принципу технологической специализации. Секционные потоки могут быть потоками большой, средней и малой мощности.
Обычно выделяют заготовительную и монтажную секции, секцию влажно-тепловой обработки и окончательной отделки изделий, но иногда секций может быть только две — заготовительная и монтажно-отделочная (например, при изготовлении женских шелковых и хлопчатобумажных платьев).
В заготовительной секции выполняются операции по заготовке отдельных узлов и деталей. При этом в соответствии с модельными особенностями изготовляемых изделий заготовительная секция может быть разбита на специализированные участки или группы (например, по обработке спинок, полочек, мелких деталей и т.п.).
В монтажной секции производятся сборочные операции и виды работ, в небольшой степени зависящие от модельных особенностей.
Отделочную секцию выделяют в том случае, если на предприятии нет специализированного отделочного цеха.
Между секциями организуют меж секционный контроль качества, который препятствует поступлению бракованных полуфабрикатов из секции в секцию.
Для обеспечения ритмичной работы между секциями предусматривают меж секционный запас.
Секции потоков большой мощности могут работать с различным ритмом. Это связано с тем, что трудоемкость технологически неделимых операций в секциях различна. Часто в монтажной секции, чтобы избежать операций с повышенной трудоемкостью, выделяют два-три параллельных однотипных потока (линии) с суммарной мощностью, равной мощности заготовительной секции. Такое строение монтажной секции экономически выгодно. Каждый из этих потоков (линий) можно использовать, например, для выпуска разных моделей или изделий разных типоразмеров. На каждой линии можно поставить прессы с подушками соответствующего профиля и работать без смены подушек; можно использовать высокопроизводительное оборудование для нескольких линий и т. п.
На рис. 5.7 показана общая структура технологического секционного потока по изготовлению верхней одежды.
Преимуществами секционных потоков перед несекционными являются:
снижение затрат времени и улучшение качества изделия благодаря специализации рабочих мест монтажной и отделочной секций;
большая маневренность потока при смене моделей;
возможность одновременного изготовления большего числа моделей;
возможность применения в отдельных секциях различных организационных форм.
К недостаткам относится то, что организация секционного потока намного сложнее, чем несекционного, что усложняет учет, увеличивает меж секционный запас и вызывает затруднения в управлении таким потоком.
По способу загрузки потока полуфабрикатами потоки могут быть с централизованным и децентрализованным запуском. В первом случае из одного центра запускается полный комплект деталей, во втором отдельные узлы и детали подаются на те рабочие места, где их должны обрабатывать.
Централизованный запуск может быть и поштучным, и пачковых, децентрализованный — только пачковым.
Поштучный запуск применяют на потоках с жестким или комбинированным ритмом (на тех участках, где используют конвейер). При таком запуске требуется четкая организация технологического процесса, обеспечивающая нормальную работу, объем незавершенного производства при этом невелик.
Пачковый запуск по сравнению с поштучным увеличивает объем незавершенного производства. При этом усложняется учет, требуются дополнительное время на подборку деталей по размеру при монтаже и дополнительное место для хранения пачки. Но пачковый запуск имеет и большое преимущество — уменьшается время на вспомогательные приемы (например, из пачки, положенной на машину, можно брать деталь за деталью, подкладывать ее под лапку машины и не разрезать нитки стачного шва). Кроме того, создаются условия для механизации вспомогатель  но переместительных приемов, применения полуавтоматов (например, для обработки клапанов прорезных карманов пиджака) Число изделий в пачке, поступающей на рабочее место, называется транспортной партией. Ее размер рекомендуют приближать к размеру пачки при раскрое (равным числу полотен в настиле), размер транспортной партии зависит от вида и размеров изделия, организационной формы потока, вида средств для транспортирования пачки и т.д. В табл. 5.6 приведены возможные (рекомендуемые) размеры транспортных партий в зависимости от ассортимента выпускаемых изделий в разных секциях изготовления полуфабрикатов.
но переместительных приемов, применения полуавтоматов (например, для обработки клапанов прорезных карманов пиджака) Число изделий в пачке, поступающей на рабочее место, называется транспортной партией. Ее размер рекомендуют приближать к размеру пачки при раскрое (равным числу полотен в настиле), размер транспортной партии зависит от вида и размеров изделия, организационной формы потока, вида средств для транспортирования пачки и т.д. В табл. 5.6 приведены возможные (рекомендуемые) размеры транспортных партий в зависимости от ассортимента выпускаемых изделий в разных секциях изготовления полуфабрикатов.
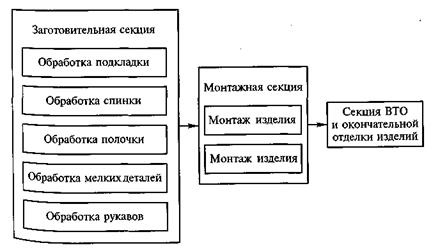
Рис. 5.7. Общая структура технологического секционного потока
В зависимости от числа изготовляемых моделей потоки подразделяются на одно модельные, много модельные и много ассортиментные.
Таблица 5.6
Дата добавления: 2017-04-05; просмотров: 3631;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
