Индукционная сварка (высокочастотная)
Под индукционной сваркой понимают способы сварки давлением и плавлением, при которых для нагрева металла используют токи высокой частоты. Металл нагревается либо пропусканием через него токов высокой частоты, либо с помощью индуктора (безконтактным способом), после чего сдавливается (рис. 5.18). Применяется для сварки продольных швов труб в процессе их изготовления, наплавке твердых сплавов на стальные основания (резцы, буровые долота).
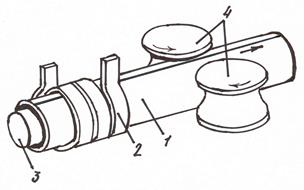
Рис. 5.19 Схема продольной стыковой сварки:
1 – труба; 2 – индуктор; 3 – сердечник; 4 – обжимные ролики.
Контактная сварка
Контактной называют сварку с применением давления, при которой нагрев проводится теплом, выделяемым при прохождении электрического тока через находящиеся в контакте соединяемые заготовки.
В месте соприкосновения ток испытывает большое сопротивление, от чего выделяется значительное количество теплоты, нагревающий металл настолько, что он приходит в пластическое состояние или оплавляется. При этом свариваемые части заготовок сильно прижимают одну к другой. Контактную сварку подразделяют на стыковую, точечную, шовную, рельефную и др.
При стыковой контактной сварке (рис. 5.20) соединение свариваемых частей происходит по поверхности стыкуемых торцов. Заготовки сжимают усилием Р и включают ток. Контактирующие поверхности разогреваются, подвижность атомов возрастает, и за счет приложенного усилия происходит соединение.
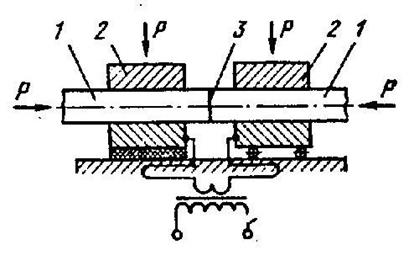
Рис. 5.20. Схема стыковой сварки:
1 – детали; 2 - зажимные губки; 3 - место стыка; Р-усилие сжатия.
Преимущество:быстрота и высокая производительность, ток и теплопрактически сосредоточены в месте соединения.
Применяется для сварки труб, рельс, цепей, и т.п.
Метод точечной сварки (рис. 5.21) состоит в нагреве свариваемых деталей при прохождении тока от одного электрода через детали к другому. Происходит быстрый нагрев и расплавление металла в зоне соединения с образованием «ядра» сварочной точки, имеющей чичевицеобразную форму размером 2-12 мм. Давление (в пределах от 2 до 10 кг/мм), приложенное к электродам на 0,01-0,5 сек. уплотняет металл в сварочной точке и обеспечивает прочное соединение. Толщина свариваемых заготовок 0,2-8 мм. Электродов при данной сварке может быть до 50 пар.
Применяют:при изготовлении из тонколистового проката кабин, кузовов, деталей обшивки и др. изделий в с/х машино строении.
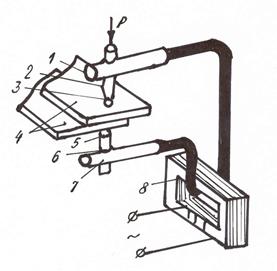
Рис. 5.21. Схема точечной сварки:
1, 7 - хоботы; 2, 6 - электрододержатели; 3 - верхний электрод;
4 - свариваемые листы; 5- нижний электрод; 8 - трансформатор.
Рельефная сварка – родственная точечной. При ней детали зажимают между плоскими электродами (контактными плитами).
Признаками шовной (роликовой) сварки (рис. 5.22) является наличие хотя бы одного электрода в виде ролика, катящегося по шву.
Роликовая сварка – разновидностью точечной, при которой точки «ядра» перекрывают одну другую и создают сплошной шов. Свариваемые детали соединяют в нахлёстку и помещают между двумя вращающимися медными роликами (электродами). Толщина свариваемых листов в среднем 0,3-3мм.
Сила тока 2000-5000А. Усилие сжатия достигает 0,6 тонн. Скорость сварки - 0,5-3,5м/мин. Применяется: в массовом и серийном производстве (топливные баки, молочные фляги и др.).
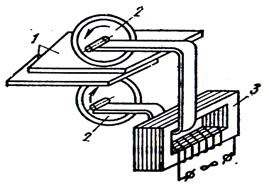
Рис. 5.22. Схема шовной сварки:
1 - свариваемые листы; 2 - роликовые электроды; 3- трансформатор.
Дата добавления: 2017-01-26; просмотров: 4804;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
