Диффузионная сварка
Диффузионная сварка основана на взаимной диффузии атомов в поверхностных слоях контактирующих материалов. Сущность заключается в следующем: свариваемые заготовки помещают в камеру, в которой создают вакуум (2-13 атм.) и сдавливают небольшим усилием (1-2 МПа). Затем заготовки нагревают и выдерживают некоторое время при заданной температуре. Отсутствие воздуха в камере предотвращает образование окисной плёнки на поверхности, которая могла бы препятствовать диффузии. Время нагрева заготовок определяется родом свариваемого металла, размерами и конфигурациями заготовок.
Для получения качественного соединения нагрев заготовок по всему сечению должен быть равномерным, а их поверхности очищены от оксидов и загрязнений. При нагреве в вакууме тончайшие адсорбированные и масляные пленки испаряются и не препятствуют образованию соединения.
После медленного охлаждения давление снимается.
Применяется: для сварки стеклометаллических изделий, электронных ламп, узлов вакуумных приборов, высокотемпературных нагревателей и т.п.
Преимуществом диффузионной сварки в вакууме является отсутствие припоев, электродов и флюсов. Металлы и сплавы можно соединять в однородных и разнородных сочетаниях, независимо от их твердости и взаимного смачивания, и получать прочные соединения без изменения физико-механических свойств. После сварки не требуется механической обработки для удаления шлака или окалины.
Газопрессовая сварка
Сущность данного процесса сварки состоит в том, что изделия, подлежащие соединению, очищают от грязи, обрабатывают для получения чистой и гладкой поверхности, нагревают пламенем многопламенных горелок и после достижения необходимой температуры сдавливают и сваривают. Для газопрессовой сварки применяют специальные установки, состоящие из станков, набора специальных горелок и источников питания.
Основные параметры сварки: температура нагрева – 1200-13000С, давление 1,5 –2,5 кгс/мм2.
Применяют для сварки труб, рельс, валов, осей, рессорных листов, арматуры железобетона, инструмента и др.
К преимуществам газопрессовой сварки относятся высокое качество сварных соеинений, отсутствие необходимости в присадочном материале и мощных источников электроэнергии, возможность использования природных газов и дешевизна оборудования.
Холодная сварка
Соединение заготовок при холодной сварке осуществляется путём совместного пластического деформирования деталей, при комнатной или даже отрицательных температурах. Холодная сварка применяется обычно для соединений встык и внахлестку. Образование неразъёмного соединения происходит в результате возникновения металлических связей при сближении соприкасающихся поверхностей до рассояния, при котором возможно действие межатомных сил, причём в результате большого усилия сжатия плёнка окислов разрывается и образуются чистые поверхности металла. Толщина свариваемого металла 0,2-15 мм, давление 15 –100 кгс/мм2.
Заготовки металла с тщательно зачищенной поверхностью в месте сварки помещают между пуансонами (рис. 5.23,а), имеющими выступы. Пуансоны сжимают с некоторым усилием, выступы вдавливаются в металл на всю высоту, пока опорные поверхности пуансонов не упрутся в наружную поверхность заготовок. Форма сваренной точки (рис. 5.23, б) зависит от выступа на пуансоне.
Оборудование: винтовые, рычажные, гидравлические, эксцентриковые прессы.
Применяется для соединения проволоки, шин, заварка отверстий труб, сварка листов.
Металлы и сплавы при данной сварке можно сваривать в однородных и разнородных сочетаниях. К преимуществам холодной сварки относятся малый расход энергии, незначительное изменение свойств металла, высокая производительность, автоматизация процесса.
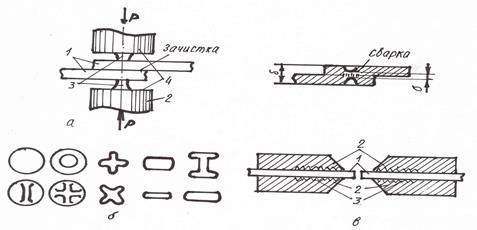
Рис. 5.23. Схемы хлодной сварки.
а) Точечная холодная сварка: 1 - листы металла; 2 - пуансон; 3 - выступы;
4 - опорные поверхности пуансона;
б) Формы сваренных точек;
в) Стыковая холодная сварка: 1 - стержни; 2 - зажимы; 3 - ножки.
Дата добавления: 2017-01-26; просмотров: 2473;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
