Производство стали в мартеновских печах
Мартеновский процесс был разработан в 1865г. французскими металлургами отцом Э.Мартеном и сыном П. Мартеном.
В мартеновских печах выплавляется до 60% стали. К достоинствам этого способа выплавки стали относятся: возможность использования больших количеств металлического лома, менее жесткие требования к составу шихтовых материалов, хорошая управляемость и возможность автоматизации процессов плавки, широкий ассортимент и удовлетворительное качество выплавляемых марок сталей, повышенная точность химического состава, малый угар металла. Недостатки заключаются в периодичности процесса плавки, сложности оборудования, высокая стоимость выплавляемой стали по сравнению с конверторной.
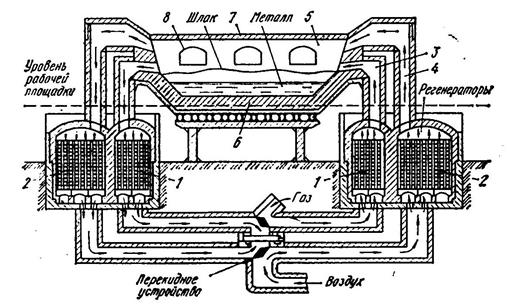
Рис. 2.3 Схема мартеновской печи.
1, 2 – газовые и воздушные регенераторы;
3, 4 – газовые и воздушные каналы в головке печи;
5 – рабочее пространство печи;
6 – под печи; 7 – свод печи; 8 – завалочные окна.
Мартеновская печь – по устройству и принципу работы является пламенной регенеративной печью. В ее плавильном пространстве сжигается газообразное топливо или мазут. Высокая температура подающих газов и воздуха обеспечивается за счет регенерации тепла печных газов. Температура факела поднимается до 18000С.
Рабочее плавильное пространство печи ограничено снизу ванной, образованной подом и откосами, сверху – сводом; с боков – передней и задней стенками; с торцов – головками. В передней стенке имеются завалочные окна, через которые загружают шихту, а также берут пробу плавки, удаляют шлак. Готовую плавку выпускают через отверстие, расположенное в задней стенке.
Масса плавки мартеновских печей колеблется в очень высоких пределах
30-90 тонн. Продолжительность плавки в малых и средних печах составляет
3-6 часов, в крупных до 12 часов. Мартеновские печи работают непрерывно, до остановки на капитальный ремонт через 400-600 плавок. Печи и соответственно процессы плавки в них могут быть основными или кислыми.
В основной печи под и стенки выкладывают из основного магнезитового кирпича, свод – из хромо-магнезитного кирпича.
В кислой печи под и стенки делают из динасового кирпича. Мартеновскую сталь выплавляют главным образом основным процессом. Его важнейшими разновидностями по шихтовым материалам являются скрап-процесс и скрап-рудный процесс.
Разновидности мартеновского процесса.
Для плавки стали в мартеновских печах в зависимости от состава и состояния металлической части шихты и футеровки применяют различные процессы:
1-Мартеновский основной скрап-процесс.
Шихта – стальной скрап (55-75%), чугун (45-25%).
Флюсом служит известняк CaCO (5-6% от массы металла).
Футеровка печи основная – магнезитовый или доломитовый кирпич или порошок.
Для ускорения окисления примесей используют руду.
2-Матреновский основной скрап-рудный процесс.
Шихта – расплавленный предельный чугун (60-75%), скарп (40-25%).
Железная руда – 15% и повышенное количество флюса (известняк).
Применение повышенного содержания флюса обусловлено большим содержанием P и S в чугуне.
3-Кислый мартеновский скрап-процесс.
Этот способ выплавки высококачественный стали, за счет футеровки кремнеземом и кислого шлака (60% SiO2). Такой шлак хорошо защищает ванну от азота и водорода, кроме этого из шлака восстанавливается кремний и осуществляется раскисление стали. По этой причине не требуется дополнительное раскисление ферросплавами.
Однако, удалить S и Р при этом процессе нельзя, что требует использование особо чистых по S и P чугун и скрап. По этой причине применяют дуплекс – процесс. Сначала плавка ведется в основной печи с удалением S и Р, а затем переливка в кислую печь. Это снижает производительность печей и увеличивает стоимость металла.
Качество кислых сталей наивысшее и ее применяют для производства шариковых подшипников, роторов, крупных турбин и т.д.
Дата добавления: 2017-01-26; просмотров: 2160;
Поиск по сайту
Узнать еще
- XI. Производство сургуча
- Аграрное производство как особая сфера приложения труда и капитала
- Административное судопроизводство в АПК РФ 2002 г.
- Анализ общей суммы затрат на производство продукции
- Апогей сталинизма в политической жизни страны
- Аустенитные хромоникелевые стали
- Борьба за власть после смерти Сталина
- Борьба за власть после смерти Сталина

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
