Изготовление отливок в песчаных формах
Литье в песчаные формы в настоящее время является универсальным и самым распространенным способом изготовления отливок. Технологический процесс изготовления отливок состоит из ряда основных и вспомогательных операций, выполняемых в определенной последовательности (рис. 14). Для изготовления литейных форм используются модельный комплект, формовочные и стержневые смеси и другие материалы и оборудование.
Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект включают модели, модельные плиты, стержневые ящики и другие приспособления.
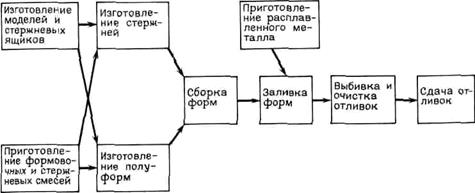
Рис. 14 Схема технологического процесса получения отливок в песчаных формах
Для получения отливки изготавливают специальную форму. Основными исходными материалами служат: песок, глина, специальные связующие компоненты.
В природе существует два типа песков: кварцевый (температура плавления ≈2000 С; недостаток – при температуре 575 С в нем происходит полиморфное превращение, которое сопровождается растрескиванием отдельных песчинок.) Поэтому такой тип песка применяют для изготовления литейных форм при производстве отливок из цветных металлов и сплавов; циркониевый (обладает высокой огнеупорностью; в нем отсутствует упомянутый недостаток).
Глина является связующим компонентом и от ее сорта и количества изменяется прочность и технологические параметры смеси.
Для дополнительного повышения прочности смеси и литейной формы в целом добавляют различные марки клеев и смол.
Исходные материалы подвергают различным видам контроля, а затем из них приготавливают формовочную смесь. Для получения качественной отливки формовочная смесь должна отвечать следующим свойствам:
1. механическим
- прочность – способность смеси и литейной формы в целом не разрушаться в процессе транспортировки и заливки жидким расплавом;
- пластичность – способность смеси свободно заполнять литейную форму и полностью производить очертания наружной поверхности модели отливки;
- податливость – способность формовочной смеси изменяться в объеме и сопровождать процесс усадки металла после заливки и кристаллизации сплава. При низкой податливости смеси в сплаве возникают высокие напряжения, которые могут вызвать образование трещин в отливке.
2. технологическим
- влажность – влияет на качество отливки по наличию в ней газовых пузырей и пор. В зависимости от содержания влаги смеси бывают сухие (3-4% влаги) и сырые (6-8% влаги);
- газопроницаемость – влияет на способность смеси по удалению воздушной атмосферы из заливаемой полости формы и удалению газов из расплава. Зависит от фракционного состава песка, содержания глины в смеси и влажности смеси. Чем больше размер песчинок и меньшее содержание глинистой составляющей, тем выше газопроницаемость;
- термохимическая активность – способность смеси не вступать в химическую реакцию с материалом расплава в месте контакта. При низком показателе на поверхности отливки образуется литейная корка, состоящая из материала смеси и жидкого металла;
- долговечность – способность смеси сохранять свои свойства на протяжении длительного времени;
- огнеупорность – способность смеси выдерживать высокие температуры;
- негигроскопичность – способность смеси не поглощать влагу из атмосферы в процессе длительной эксплуатации или хранения.
3. теплофизическим: теплоемкость, теплопроводность. Эти показатели влияют на скорость охлаждения расплава, кристаллизации и скорость охлаждения отливки. от этих показателей зависит получаемая структура и механические свойства отливки.
Дата добавления: 2017-01-26; просмотров: 1460;
Поиск по сайту
Узнать еще
- Б) Несоответствие отливок по массе
- Выбор рационального способа изготовления отливок
- Дефекты отливок и их исправление
- Дефекты отливок и их исправление
- Дефекты отливок и способы их исправления.
- Дефекты отливок, полученных методом литья.
- Добыча урановой руды и изготовление уранового концентрата.
- Закономерности охлаждения отливок в литейных формах

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
