Литейное и кузнечное ремесла были самыми первыми ремеслами на земле.
Что же такое литье сегодня. Литье - технологический процесс изготовления заготовок (реже- готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом с последующим его затвердеванием.
Литьём называют также продукцию литейного производства, художественные изделия и изделия народных промыслов, полученные с помощью литья.
Практически все металлические изделия, используемые человеком, проходят стадию литья. Жидкий металл, залитый в изложницы в виде слитков, затем формируется в прокат (трубы, листы, профили), а залитый в фасонную литейную форму образует отливку, которая по своей конфигурации и размерам максимально приближена к будущему изделию. Столь широкое распространение отливок, значительно большее, чем все остальные способы получения заготовок, объясняется следующим: литые заготовки могут быть практически любой сложности, причем некоторые изделия невозможно получить другими способами (например, пустотелые лопатки турбоколес); широкий диапазон массы отливок (от долей грамма до тысяч тонн) любого габарита (от 0,1 мм до десятков метров); литые заготовки изготовляют практически из любых металлов и сплавов, в том числе из неметаллов и их комбинаций - металл - неметалл (литые металлические трубы с внутренней каменной облицовкой); отливки по размерам и форме максимально приближены к готовому изделию, а в некоторых случаях отливка даже не требует дополнительной механической обработки. Коэффициент использования металла отливок выше, чем у заготовок, полученных другими способами.
Основные понятия и термины. Согласно ГОСТ 18169-86, литейная форма есть «система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка». Элементы, образующие рабочую полость, изготавливают по отдельности, и при сборке они составляют литейную форму. Ниже приведены элементы формы.
Основные части формы: образуют те поверхности рабочей полости, которые оформляют преимущественно внешние поверхности отливки. Внешние боковые поверхности частей формы образуются опокой либо стенками кессона. В первом случае с частью формы можно производить сборочные, транспортные или иные манипуляции; во втором случае соответствующая часть формы неподвижна. Если формовка производится в двух опоках, то при заливке их называют верхней и нижней полуформами. В тех случаях, когда после изготовления части формы опока снимается, а при заливке для прочности заменяется кожухом, формовку называют безопочной. Поверхность соприкосновения двух полуформ называют разъемом (иногда ладом).
Литейные стержни: образуют те поверхности рабочей полости, которые оформляют преимущественно внутренние поверхности отливки, создавая в них полости и углубления. Сборочные и транспортные операции со стержнями выполняются с помощью знаков. Знаки представляют собой выступы на стержнях, вставляемые при сборке в соответствующие углубления форм.
Подавляющее большинство неметаллических материалов, из которых изготавливаются литейные формы, являются дисперсными системами, основу которых образуют зерна огнеупорных соединений, чаще всего кварца. Такие системы называют формовочными материалами. Различают исходные формовочные материалы и приготавливаемые из них формовочные смеси, подразделяемые на собственно формовочные смеси и стержневые смеси. В составе формовочных смесей выделяют огнеупорную зерновую основу; связующие добавки, обволакивающие поверхность зерен и обеспечивающие превращение дисперсной смеси в монолит, и технологические добавки, обеспечивающие требуемый уровень технологических свойств смеси. Формовочную и стержневую смеси, использованные в технологическом процессе получения отливки и освобождающиеся после ее охлаждения, называют отработанной смесью.
Для образования поверхностей литейной формы служит модельно-опочная оснастка. Опоки представляют собой ящики без дна и крышки, в которых изготовляется верхняя и нижняя полуформы; опоки оформляют наружные боковые поверхности форм. Они имеют приспособления для транспортировки и сборки полуформ. Модели служат для получения рабочих поверхностей полостей форм, а стержневые ящики – для получения стержней. Стержневые ящики имеют вид сосудов, в которых стержневая смесь приобретает заданную конфигурацию и размеры.
Процесс изготовления литейных форм и стержней (с помощью модельно-опочной оснастки) из формовочных и стержневых смесей называют формовкой. Формовка означает не только уплотнение формовочной смеси, в нее входит также заполнение рабочей полости формы смесью, удаление оснастки и сборка формы, т.е. установка и закрепление стержней, установка частей литейной формы друг на друга, их скрепление между собой и загрузка. Приготовление формовочных смесей, получение литейных форм, упрочнение смесей, взаимодействие форм с отливками при их формировании в совокупности называют формовочными процессами.
При изготовлении литейной формы встречают три вида изготовления модели, формы и отливки. На рисунке1 изображены схемы расположения поверхностей модельного комплекта и формы. Форма (рис. 1, а) представлена с заформованной половиной модели 3, лежащей на модельной плите 1 в опоке 2. Стержень (рис. 1, б) находится в стержневом ящике 7. Рабочая поверхность литейной формы 4 выделена жирной линией; именно по этой поверхности форма после заливки вступит в контакт с отливкой. Поверхности, по которым элементы литейной формы соприкасаются друг с другом, можно назвать технологическими – это поверхности разъема частей формы 6 и знаковые поверхности 5.
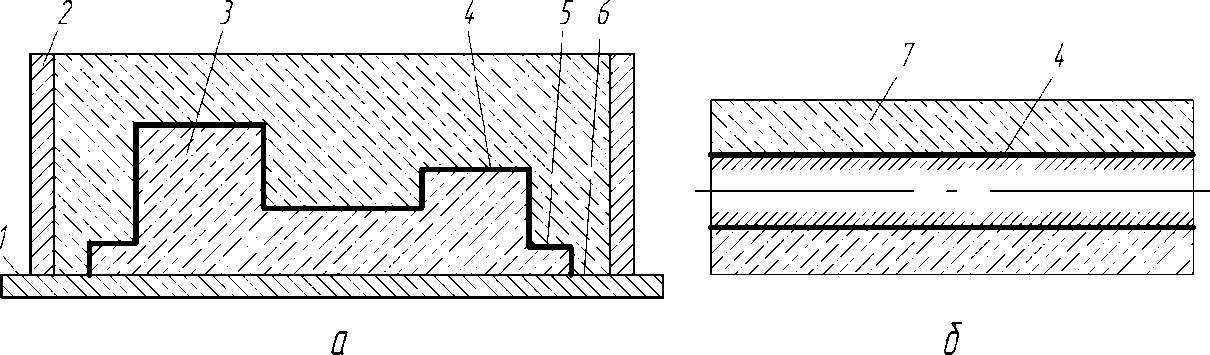
Рисунок 1. Расположение рабочих и технологических поверхностей
в модели и форме (а), в стержневом ящике и стержне (б)
После сборки литейной формы производится ее заливка жидким расплавом. После затвердевания и охлаждения отливки осуществляются финишные операции, которые состоят из выбивки отливки из формы, очистки, обрубки, а также из исправления дефектов.
В качестве примера рассмотрим изготовление разовой песчаной формы для отливки «Тройник» (рис. 2, а). Чтобы получить ту или иную отливку в разовой форме, прежде всего, требуется сделать для нее модельный комплект, который состоит из модели и стержневых ящиков. Модель имеет конфигурацию аналогичную отливке, но размеры ее больше на величину усадки металла. В данном случае модельный комплект выполнен из дерева и состоит из модели и одного стержневого ящика. Разъемная модель (рис. 2, б) состоит из двух частей 2, которые соединяются друг с другом по плоскости разъема с помощью шипов.
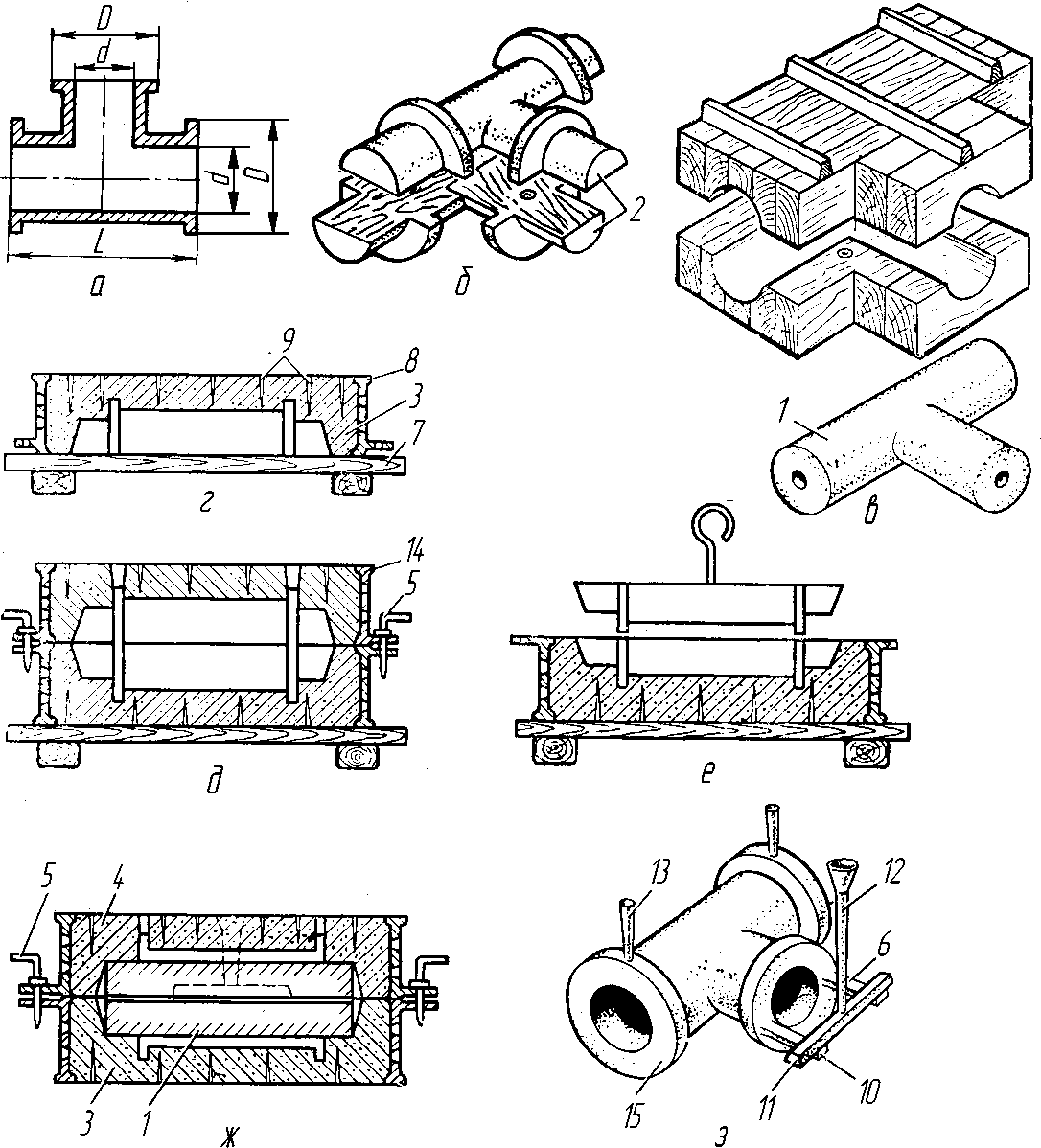
Рисунок 2. Последовательность изготовления разовой формы:
а – деталь; б – модель; в – стержень; г, д, е, ж – операции изготовления формы;
з – отливка
Полость отливки выполняется стержнем, который изготавливают из стержневой смеси, уплотняемой в специальном стержневом ящике
(рис. 2, в). После уплотнения смеси ящик разбирают, извлекают стержень, высушивают его и затем устанавливают в форму. Выступающие части стержня 1 называют знаками; знаки служат для установки стержня в форме. Части 2 модели (рис. 2, б), с помощью которых в форме получаются стержневые знаки, называют знаковыми.
Для изготовления формы нижнюю половину модели и модели питателей 10 (рис.2, з), предназначенных для подачи металла в полость формы, устанавливают на модельную плиту 7, затем ставят опоку 8 (рис. 2, г). Чтобы формовочная смесь не прилипала к поверхностям модели и плиты, их посыпают сухим разделительным составом (графитом или ликоподием). В опоку сначала насыпают облицовочную формовочную смесь слоем 20-25 мм, затем наполнительную. В условиях массового производства применяют единую формовочную смесь.
В опоке формовочную смесь уплотняют, после чего иглой-шомполом делают наколы9 для выхода газов из формы во время заливки расплава. Затем нижнюю полуформу3 переворачивают на 180° и на нее устанавливают верхнюю половину модели и модели литниковой системы (рис. 2, д): питателя 6, шлакоуловителя 11, стояка 12, выпоров 13 (рис. 2, з). Поверхность разъема и модели посыпают разделительным составом, ставят верхнюю опоку 14 по центрирующим штырям 5. В опоку засыпают формовочную смесь, уплотняют, излишек смеси счищают и извлекают модели стояка и выпоров. Затем разнимают опоки и вынимают модели из полуформ (рис. 2, е). В нижнюю полуформу устанавливают стержень 1 (рис. 2, ж). Правильность установки стержня контролируют шаблонами. Затем верхнюю полуформу4 ставят на нижнюю и скрепляют их скобами или хомутиками. Это необходимо для того, чтобы расплав не приподнимал верхнюю полуформу и не вытекал по разъему формы. Форму заливают расплавом через каналы литниковой системы. После охлаждения и затвердевания отливку 15 (рис. 2, з) извлекают из формы, очищают от пригоревшей смеси, отделяют литниковую систему и выбивают стержни. Затем отливку подвергают контролю: проверяют геометрические размеры плотность и герметичность (если требуется), выявляют внутренние дефекты. После этого отливка поступает на обработку резанием.
Технология изготовления отливки начинается с изготовления модели, стержневых ящиков, опок, модельных плит, шаблонов. Все эти операции выполняют в модельном цехе завода.
Во многих случаях литье – единственно возможный способ получения заготовок сложной формы. Сравнивая способы получения фасонных заготовок деталей машин методом литья с другими методами получения фасонных заготовок – ковкой или штамповкой и сваркой, необходимо отметить следующие преимущества метода литья.
1. С помощью литья можно получить заготовки практически любой сложности по конфигурации. Ни путем ковки и штамповки, сварки нельзя изготовить сложных фасонных заготовок, столько максимально приближающихся к форме готовой чистовой детали.
2. Припуски на механическую обработку в отливках могут быть весьма небольшими. Это преимущество литых заготовок имеет весьма большое технико-экономическое значение, так как механическая обработка деталей является наиболее дорогостоящим процессом во всем цикле машиностроительного производства.
3. Утилизация отходов металла в литейном производстве (литник и брак) не требует значительных затрат средств и времени. Указанные отходы нуждаются лишь в переплавке, и полученный из них жидкий металл снова используется непосредственно для заливки новых деталей. В ковочно-штамповочном же и сварочном производствах для превращения отходов металла снова в листы, профили и болванки, годные к повторному непосредственному использованию, нужна целая цепь дорогостоящих переделов: плавка, нагрев для прокатки, сама прокатка, резка и новый нагрев для ковки или раскрой для сварки.
4. В литейном производстве не требуется столь дорогостоящего и тяжелого оборудования, как в ковочно-штамповочном (прессы, молоты). Поэтому постройка, монтаж и запуск литейного цеха не требуют столь больших капиталовложений и по срокам осуществляются значительно быстрее по сравнению с постройкой кузнечно-прессового цеха. Это преимущество литья представляет особую ценность в условиях, когда требуется максимальная быстрота перестройки или запуска производства на новый вид продукции, например в военное время.
Сравнивая полученные различными методами заготовки в отношении качества металла (прочности и надежности), необходимо отметить, что еще основоположник современной науки о металле русский ученый и металлург Д.К. Чернов в 1868 г. писал: «…прочность литой непрокованной стали нисколько не меньше прочности прокованной, если обе имеют одинаковое сложение…». Однако наличие в отливках скрытых раковин, неметаллических включений, более крупнозернистого строения и остаточных внутренних напряжений приводит к тому, что в отношении прочности и надежности литые заготовки в большинстве случаев (но не всегда) уступают кованым и штампованным. При правильно выполненной горячей обработке давлением металл приобретает мелкозернистое и плотное строение. Кроме того, кованая деталь получает в известной мере волокнистое строение, что при надлежащем расположении волокон значительно ее упрочняет.
Однако благодаря углубленному научному изучению литых сплавов за последние десятилетия качество литых изделий также значительно возросло. Об этом свидетельствует непрерывный рост гарантированных норм прочности металла в отливке, расширение номенклатуры сплавов, обладающих специальными свойствами, и замена кованых и штампованных заготовок для ряда ответственных деталей литыми.
Эффективность литейного производства может характеризовать коэффициент использования металла (КИМ) – отношение масс детали и заготовки (табл. 1).
Таблица 1- Ориентировочные значения КИМ различных заготовок
| Вид заготовки | КИМ |
| Литье под давлением | 0,95 |
| Литье по выплавляемым моделям | 0,90 |
| Литье в оболочковые формы | 0,80 |
| Литье в кокиль | 0,75 |
| Литье в песчаные формы | 0,70 |
| Профильный прокат | 0,60 |
| Штамповка (горячая) | 0,40 |
| Прутки катаные | 0,35 |
| Ковка свободная | 0,30 |
Суть литейного производства состоит в том, что фасонные детали (заготовки) получают заливкой жидкого металла в литейную форму, полость которой соответствует их размерам и форме. После кристаллизации металла литую деталь (заготовку), называемую отливкой, удаляют из литейной формы и в случае необходимости отправляют в механический цех для последующей обработки.
Технология изготовления отливки начинается с разработки ее чертежа и рабочих чертежей модельного комплекта (модели и стержневого ящика).
Выбор технологического процесса изготовления литейных форм тесно связан с общими и специальными требованиями, которые предъявляются к готовым отливкам по геометрической точности, эксплуатационной надежности и шероховатости поверхности, герметичности, коррозионной стойкости и др.
В настоящее время имеется большое разнообразие технологических процессов изготовления литейных форм, число которых превысило 90.
Наибольшее распространение в практике получила технология изготовления литейных форм из песчано-глинистых смесей.
Наряду с разовыми песчано-глинистыми формами в литейном производстве применяют специальные способы получения отливок.
Специальные способы литья. Технологические процессы, отнесенные к этому понятию, различаются по способам заливки, материалам форм, типу оснастки, способам изготовления литейных форм. Параметры указанных материалов и процессов можно разбить на следующие категории: разновидности основ формовочных материалов и разновидности связующих добавок к основам формовочных смесей; типы модельно-опочной оснастки, применяемой для изготовления элементов литейных форм; способы уплотнения формовочных смесей и сборка литейных форм; способы заполнения литейных форм жидким расплавом.
Отливки, полученные специальными способами, имеют высокую точность, хорошее качество поверхности, требуемые механические свойства. Коэффициент использования металла в таких отливках в среднем равен 0,9, в то время как в отливках, полученных традиционным способом, он составляет 0,65, а в поковках и штамповках еще меньше. Меньше металла уходит в стружку, сокращается парк станочного оборудования, повышается экономичность. Высокий выход годного литья сокращает потребление токсичных материалов, а в некоторых случаях вообще исключает их потребление. Например, при литье под давлением не применяются пылеобразующие формовочные и стержневые материалы.
Основные параметры некоторых специальных способов литья приведены в таблице.2.
Таблица 2-.Основные параметры специальных способов литья.
| Способ литья | . Литейная форма (материал) | Способ изготовления формы | Способ заливки металла |
| В оболочковые формы | Одноразовая (огнеупорные пески,смопы) | Заполнение оснастки засыпкой с последующим | Гравитационный, или с использованием давления до 0,1 МПа |
| По выплавляемым моделям | Одноразовая (огнеупорные пески, связующее) | Послойное нанесение на модель с обсыпкой песком, сушкой, выплавлением моделей, | Гравитационный, (форма нагрета до 950 °С) |
| В кокиль | Многоразовая (черные, цветные металлы) | Литье, механическая обработка | Гравитационный, под низким давлением до 0,1 МПа |
| Под давлением | Многоразовая (высоколегированные стали) | Механическая обработка | Быстрая заливка со скоростью до 120 м/с и давлением до 490 МПа |
| Центробежное | Многоразовая, металлическая, | Механическая обработка | Заливка и охлаждение металлов под действием центробежных сил |
| По газифицируемым моделям | Одноразовая (огнеупорные пески, сухие, | Заполнение оснастки сухим песком со встряхиванием и последующим вакуумированием | Гравитационный |
| Непрерывное, полунепрерывное | Многоразоваяводоохлаждаемая (металлы) | Механическая обработка | Гравитационный с непрерывной подпиткой жидким металлом |
| Под регулируемым давлением | Многоразовая металлическая; стержни песчаные | Механическая обработка. | Заливка под давлением 0,005...0,05 МПа |
| Вакуумным всасыванием | Многоразовая, водоохлаждаемая (металлы) | Механическая обработка | Заливка под вакуумом при 20...80 кПа |
Этапы совершенствования технологии литейной формы.Развитие технологии изготовления литейных форм можно разбить на четыре этапа:
1. Примитивная технология – от начала возникновения до XIV в. н.э. (примерно 5800 лет). На этом этапе отливки изготовляли преимущественно из медных сплавов и бронз: в начале периода – из меди, в конце – частично из драгоценных металлов. Существовало четыре способа литья: в формы, полученные вдавливанием эталона (модели) во влажную глину; в каменные формы; в глиняные формы, полученные по восковым моделям; начиная с VII в. н.э., в формы, изготовляемые по шаблонам вращения (котлы).
Имело место исключительно индивидуальное производство предметов быта, культа, а в конце периода оружия. Письменных документов по технике литья этого времени не сохранилось.
2.Ремесленная технология – от XIV в. до середины XIX в. (около
550 лет). XIV век стал переломным в истории литейного производства.Литье превратилось в самостоятельное ремесло и приобрело серийный характер. Появился ряд способов литья в песчано-глинистые формы, получаемые в опоках по извлекаемым моделям. Первоначально применяли естественные песчано-глинистые пески, заменяемые позднее синтетическими смесями. Для улучшения их свойств в формовочные смеси вводили вино, мочу, солевые растворы, уксус, сусло и др. Получили дальнейшее развитие шаблонная формовка, изготовление форм в почве и в кусках (художественная). Модели делали только из дерева.. Ручная формовка достигла совершенства.начали применять кокильное литье. Общее число применяемых способов литья составляло 12. Появились первые печатные описания техники изготовления отливок, которые входят как раздел в новую науку – технологию, которую возглавлял в России акад. В. М. Севергин.
3. Промышленная технология – от середины XIX в. до конца XX в. В это время организуется механизированное массовое производство огромного числа отливок из чугуна, стали, промышленных сплавов на любой основе и неметаллических материалов. Создаются новые способы машинного изготовления форм путем прессования, встряхивания, пескометом из формовочных смесей на основе песка и других огнеупорных материалов. Разрабатываются многочисленные специальные способы литья в металлические и оболочковые формы. Происходит химизация литейного производства, ведущая к применению широкого ассортимента синтетических связующих добавок в формовочные смеси.
4.Автоматизация – конец XX в. Он характеризуется созданием автоматических линий формовки, применением роботов при выполнении тяжелых операций, автоматизацией технологической подготовки литейного производства на основе ЭВМ.
Из истории Русского литья. Многочисленные археологические раскопки курганов на территории России свидетельствуют о том, что литье в древней Руси использовалось достаточно широко. Оказывается, что уже тогда, в последнюю эпоху каменного века (приблизительно 4000 лет до нашей эры) предки уральцев умели выплавлять металл. Археологи установили, что на берегу Исетского озера был металлургический «завод». Здесь отливались топоры, наконечники стрел. Украшения и многое другое. Первоначально отливка производилась в каменные формы. Позднее получило распространение литье по выплавляемым моделям. Этим способом в совершенстве владели наши далекие предки – скифы, некогда населявшие Приднепровье, берега Черного и Азовского морей, Алтай и другие местности. Из меди они отливали стрелы, наконечники копий, ажурную утварь домашнего обихода, светские украшения и другие изделия. Их высокое качество свидетельствует о большом мастерстве древних литейщиков.
Наивысшего расцвета литейное производство в древней Руси достигло в конце XII и началеXIII века. Конфигурация литых изделий усложнялась, в связи, с чем появились двусторонние формы из твердых пород камня, снабжаемые разветвленными литниковыми системами (каналами для заполнения формы расплавом), а затем формовка в глине. Плавка металла велась в тиглях, а для контроля приготовленного расплава применяли пробы на жидкотекучесть (способность расплава заполнять литейную форму).
Вершина древнего русского литья была достигнута «литцами» колоколов и пушек (XIV-XVв.в.).Первые колокола на Руси появились в Хвеке. Колокольное ремесло требовало обширных и разнообразных знаний о законах музыкальной акустики, свойствах металлов, сплавов. Старые мастера точно и верно определяли необходимый вес колокола и распределение металла по телу колокола для получения нужной высоты тона и тембра. Начиная сXVIвека, для московского кремля отливались самые большие колокола - символ мощи Русского государства. На протяжении многих веков колокола сопровождали своим звоном жизнь народа. Они размеряли течение дней, возвещая время труда и отдыха, время веселья и скорби, Оповещали о грозящем стихийном бедствии и о приближении врага, встречали торжественным звоном победителей. Звук вечевого колокола был сигналом к народным собраниям в древнерусских феодальных республиках – Новгороде и Пскове. Колокольных дел мастера своими произведениями прославили Родину далеко за ее пределами. Знаменитые «Вифлеемские колокола» Иерусалима, которые слушает в Рождество весь христианский мир, отлиты в1874г. московскими мастерами. В 1733-1736г.г. отец и сын Моторины отлили совершенно необычайную отливку, прозванную впоследствии «Царь-колоколом». Колокол весил 12тысяч пудов (201 т). Его диаметр составлял 6,9м, высота 6,3 м. этот колокол был не только величайшим в мире, они сегодня поражает красотою форм, наличием литых барельефов. 


 О главнейших событиях и делах первого тысячелетия Русского государства возвещает потомству символический колокол – памятник «Тысячелетие России» (скульптор М.Микешин, 1862г.)
О главнейших событиях и делах первого тысячелетия Русского государства возвещает потомству символический колокол – памятник «Тысячелетие России» (скульптор М.Микешин, 1862г.)
| Памятник «Тысячелетие России» |
История литья пушек в России богата непревзойденными достижениями умельцев и мастеров. Бронза русских пушекXVI- XVIIвв.содержала 10,9 % олова, что соответствует составу «пушечной» бронзы по современным технологиям. Качество русского пушечного металла было значительно выше, чем современного ему шведского, ревельского, любенского. Осваивали пушечное дело колокольные мастера. Пушечный Двор – первый русский литейный завод. Одним из наиболее выдающихся литейщиков этого времени был Андрей Чохов. Он отливал и колокола, и пушки. Его рабочий стаж на Московском Пушечном дворе превысил 60 лет. Сммым выдающимся произведением Андрея Чохова является созданная им «Царь-пушка». Эта пушка имеет калибр 89см, длину ствола 5, 34м, массу-40т. она была предназначена для стрельбы ядрами массой 120 пудов (2 т). Название «Царь-пушка» получила в связи с тем, что на стволе изображен царь Федор Иванович на коне в военной форме.

«Царь-пушка» Андрея Чохова, 1586 г.
Этот период характеризуется освоением нового литейного материала - чугуна и созданием доменного производства.
Первые доменные заводы – Невьянский (1701г), а затем и Нижне-Тагильский (1725г) - внесли небывалый вклад в развитие металлургии в России. В конце 30-годов XVIIIвека демидовские заводы на Урале выплавляли чугуна столько же, сколько производила половина всех металлургических заводов Англии, одной из самых «железных» держав мира. Чугун получает все большее признание: в 1445г. появляются чугунные водопроводные трубы, чугунные литые печи, украшенные барельефами. В XVI веке появляется чугун вторичной плавки.
После преобразований Петра I, Россия вышла на первое место в мире по выплавке чугуна, давая свыше трети мирового его производства. Значительную часть чугуна и железа (30-80%) Россия вывозила за границу, главным образом в Англию, где недостаток древесины резко ограничивал выплавку чугуна.
Неисчерпаемые запасы древесного топлива и дешевый, в значительной части крепостной, труд составляли в то время преимущества России в производстве черных металлов. По мере роста товарно-денежных отношений, общественного разделения труда и образования внутреннего рынка, кустарное производство постепенно уступает место крепостной мануфактуре. Это приводит к созданию крупных предприятий-комбинатов, построенных на принципе кооперирования отдельных заводов. Все это способствовало бурному росту литейных цехов, производящих различные фасонные отливки из серого чугуна Главным металлургическим районом был Урал.
По достоинству оценили чугун архитекторы, скульпторы- литейщики. Чугун заявил о себе и получил признание, украшая собой города, дворцы и дома.
«…Что может быть пригоднее чугуна для статуй и рельефов, предназначенных к наружному украшению зданий? Многие почитают чугун, судя по трудноплавкости его, не способным к принятию на себя всех тонкостей ваяния, и думают, что из него можно вылить одни только грубые болванки. Мы, защитники чугуна, ручаемся, что он выдержит самое строгое испытание на сцене изящных искусств».
Д.И. Соколов. «Горный журнал», 1828г.
В России начинает развиваться художественное (статуарное) литье. Памятники-отливки Москвы, Санкт - Петербурга - не только украшения, но и символы городов, память минувшего. Уникален по художественному совершенству и литейному мастерству памятник Петру1 «Медный всадник» в Санкт- Петербурге (скульптор Э. Фальконе 1782 год). Невозможно представить Москву без статуи А.С. Пушкина (скульптор А. Опекушин 1880 год.)

Памятник Петру I - «Медный всадник Фальконе, 1782 г.
Вот-вот сорвутся с места и помчатся вдаль словно и не бронзовые, а живые кони знаменитой группы «Укротители коней» (Аничков мост в Санкт-Петербурге) замечательного скульптора и литейщика П. К. Клодта (1850 год).

| 
|
Литые чугунные узоры – излюбленные произведения литейного искусства русских мастеров. Чарующе красивы ограды и решетки русских городов.
XVIII век характерен резким расширением номенклатуры получаемых отливок. Возникает машиностроение, основанное на использовании металлических деталей. В 1767 т. отливается первый паровой цилиндр; в 1767 г. делается попытка применять литые чугунные рельсы; в 1778 г. строится первый чугунный мост, появляется чугунная посуда. В 1774 г. в России была построена первая печь – вагранка для плавки чугуна в литейном цехе. К концу XVIII столетия складываются приемы ручной опочной формовки, дошедшие до наших дней, а литейные цехи включаются в состав машиностроительных заводов. Литье является заготовительной базой машиностроения. А машиностроение во все времена – основной рычаг технического прогресса. Сегодня ни один машиностроительный завод не обходится без литейных цехов. Наибольшее количество отливок изготавливается для самых разнообразных машин. Любая машина состоит из нескольких десятков или сотен деталей. И более половины этих деталей изготавливается литьем.
Несмотря на отмеченные успехи, степень развития науки и техники литейного производства того времени продолжала оставаться на очень низком уровне. В литейных цехах ведущая роль принадлежала отдельным мастерам-умельцам, за плечами которых лежал многолетний производственный опыт. Основная же масса рабочих была на положении подручных, уделом которых был лишь изнуряющий малопроизводительный ручной труд, длившийся 10-20 часов в сутки. К числу наиболее трудоемких работ того периода развития литейного производства относится формовка в земле. Выкапывание в плацу цеха ям, устройство постели, набивка смеси, извлечение отливок из земляной формы и другие операции этого метода формовки требовало от рабочих большого физического напряжения, постоянной работы на коленях в полусогнутом положении в тяжелых санитарно-гигиенических условиях.
Девятнадцатый век принес дальнейшее расширение масштабов литейного производства. Осваивались новые литейные материалы - сталь (вторая половина ХIХ века) и ковкий чугун (конец ХIХ века). Появились и были освоены специальные методы получения отливок - кокильный, центробежный и литье под давлением. В связи с необходимостью литья крупных отливок массой 10 т и более совершенствуется техника заливки форм путем создания ковшей с шестеренчатым приводом (изобрел в 1838 г. англичанин Несмит) и стопорного (изобрел в 1854 г. француз Бернар). Этот ковш в 1876 г. усовершенствовал и придал ему конструктивные формы, сохранившиеся до настоящего времени, великий русский ученый-металлург Д. К. Чернов. 50-е годы ХIХ столетия следует считать началом механизации литейного производства, так как в этот период были предприняты первые попытки создания формовочных машин и бегунов (смесителей) для приготовления формовочных смесей.
ХХ век характерен бурным развитием литейного производства. Разработка и внедрение в производство алюминиевых, магниевых, титановых и других сплавов, многочисленных способов литья, огромного количества самых разнообразных и совершенных видов литейного оборудования позволили резко повысить и качество отливок, сделать литейное производство самостоятельной отраслью промышленности.
В научном отношении литейное производство издавна считалось «темным» делом. И это не случайно. Дело в том, что большинство процессов, связанных с получением отливок, лишено непосредственной наглядности и основано на физико-химических законах, зависящих одновременно от ряда переменных факторов. Стремясь открыть эти законы, познать сущность явлений, оказывающих влияние на качество получаемых отливок, ученые с давних пор пытались проникнуть в тайны процессов литья.
Первые робкие попытки в этом направлении были предприняты в 1540 г., когда итальянец Гирингуччио в сочинениях по металлургии изложил очень краткие основы технологии получения отливок. Однако планомерное изучение литейных процессов начинается только в ХIХ веке.
В технической литературе начала ХIХ века описание литейной техники входит как раздел в курсы технологии металлов. Только в 1859 г. в Харькове выходит первая русская отдельная книга по литейному производству, написанная горным инженером А. Ф. Мевиусом под названием «Чугунолитейное производство или систематическое изложение всех способов и приемов, употребляемых для получения литейного чугуна, приготовления моделей, производства формовки, отливки и окончательной отделки разных изделий».
В технической литературе того времени сложилась система описания технологических операций изготовления отливок, но научный анализ литейных процессов отсутствовал до второй половины ХIХ века. Основоположниками теории литейных процессов являются классики русской металлургии: П. П. Аносов, Н. В. Калакуцкий, А. Ф. Мевиус, Д. К. Чернов и А. С. Лавров.
П. П. Аносов (1799-1851) по праву считается родоначальником учения о стали, так как он разработал технологию отливки слитков и получения качественных отливок из тигельной стали.
Н. В. Калакуцкий (1831-1889) создал теорию внутренних напряжений и ликвации в стали. Совместно с А. С. Лавровым он впервые дает анализ процесса затвердевания металла в форме.
Д. К. Чернов (1839-1921) является основоположником научного металловедения и современных методов термической обработки. Он также разработал конкретные предложения по улучшению качества и свойств литого металла. В конце ХIХ века им создан оригинальный курс сталелитейного дела, в котором много внимания уделено литейным процессам. В 1904 г. вышла книга А. С. Лаврова «Работы и заметки по литейному делу», которую можно считать первой специальной монографией по литейным процессам.
На рубеже ХIХ и ХХ веков создается ряд учебников литейного производства для высших технических учебных заведений (курс лекций А. П. Гавриленко в 1897 г. и др.) , которые, по сути дела, только обобщали опыт работы литейных цехов.
Большое значение для развития отечественного чугунолитейного производства имели труды русских и советских ученых начала ХХ века:
В. С. Кнаббе, К. Ф. Неймайера, А. П. Гавриленко, М. Г. Евангулова и других. Однако, несмотря на большие успехи, свидетельствующие о ведущей роли русской науки в металлургии, литейное производство в царской России оставалось технически отсталым и полукустарным.
Подлинный расцвет и развитие науки о процессе получения отливок начинается в советской период власти в связи с индустриализацией страны.
| В.Е. Грум-Гржимайло |
Первой отечественной научной базой, занявшейся проблемами литейного производства, явилась литейная лаборатория, организованная в 1929 г. в Ленинграде под руководством П. П. Берга. В начале 30-х годов создаются литейные лаборатории ЦНИИТМАШа, лаборатория по исслед
| <== предыдущая лекция | | | следующая лекция ==> |
| Правило диагонального золотого сечения | | | Удвоение генетического материала |
Дата добавления: 2017-01-16; просмотров: 2213;
Поиск по сайту
Узнать еще
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- Анализ состава и динамики балансовой прибыли
- Анализ состава и динамики прибыли
- Анализ формирования и использования чистой прибыли
- Биосфера – глобальная экосистема. Учение В.И. Вернадского о биосфере и ноосфере. Живое вещество, его функции. Особенности распределения биомассы на Земле. Эволюция биосферы
- ВИДЫ ДОХОДА И ПРИБЫЛИ ПРЕДПРИЯТИЯ. МАКСИМИЗАЦИЯ ПРИБЫЛИ.
- Вначале это были боксы.
- Вопрос 41. Нейротипические особенности человека (Б.М.Теплов, В.Д.Небылицин, Е.П.Ильин).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
