Разработка технологических процессов с помощью электронных вычислительных машин
Разработка технологических процессов требует больших затрат труда высококвалифицированных специалистов. Механизация и автоматизация этой работы является весьма важной проблемой, которая может быть оптимально решена только благодаря применению электронно-вычислительной техники. При подготовке производства электронно-вычислительные машины используются для разработки технологических процессов, расчета норм расхода материалов, калькуляции себестоимости продукции и т. д.
Применение ЭВМ позволяет в 4—5 раз ускорить разработку технологических процессов и выбрать оптимальный вариант. Это сопряжено с переработкой большого объема информации, относящейся к обрабатываемой заготовке детали и к производству данного вида деталей в заданных условиях. При использовании ЭВМ для автоматизации проектирования технологических процессов необходимо разработать такой информационный язык, с помощью которого всю исходную информацию можно записывать в виде, удобном для ввода в ЭВМ, чтобы после ее обработки получить с ЭВМ готовые карты технологических процессов.
Как уже отмечалось, технологический процесс изготовления детали характеризуется содержанием подготовительных, основных и заключительных операций, их количеством и последовательностью выполнения. Структура процесса может быть записана в виде общей формулы, в которой определенному виду операции соответствует оператор А,-, вводимый в ЭВМ,

где Тп — технологический процесс;
Ас — оператор i-й операции.
Для ввода в ЭВМ информации, отражающей технологию изготовления детали сложной конфигурации, деталь эта расчленяется на ряд элементарных обрабатываемых поверхностей (ЭОП). Каждая поверхность кодируется в соответствии с ее принадлежностью к тому или иному геометрическому телу. Кодируется также вся остальная исходная информация.
Для разработки технологических процессов механической обработки деталей с помощью ЭВМ составляют несколько алгоритмов: контроля исходной информации, построения технологического пооперационного процесса, определения переходов, выбора оборудования и технологического оснащения, определения оптимальных режимов резания, нормирования, заполнения технологической карты и др. Процесс синтеза на ЭВМ технологических операций по механической обработке начинается обычно с чистовых операций и заканчивается черновыми, что упрощает алгоритм обработки детали.
При автоматизации проектирования технологического процесса механической обработки детали с помощью ЭВМ типа «Минск-22» на Ждановском заводе тяжелого машиностроения (рис. 8) исходным документом является чертеж детали, данные которого в виде шифров заносят в кодировочную таблицу. Кроме того, в эту же таблицу заносят сведения об оборудовании цеха, технологической оснастке, режимах резания, тарифно-квалификационные и др. Вся исходная информация переносится на перфоленту или на магнитную ленту и в таком виде.вводится в накопитель магнитной ленты (НМЛ), а затем - в электронно-вычислительную машину. Выходная информация о технологическом процессе представляется в виде заполненной технологической карты, выданной при помощи алфавитно-цифрового печатающего устройства (АЦПУ).
Схема автоматизации проектирования технологического процесса изготовления элементов металлоконструкций с помощью ЭВМ показана на рис. 9.
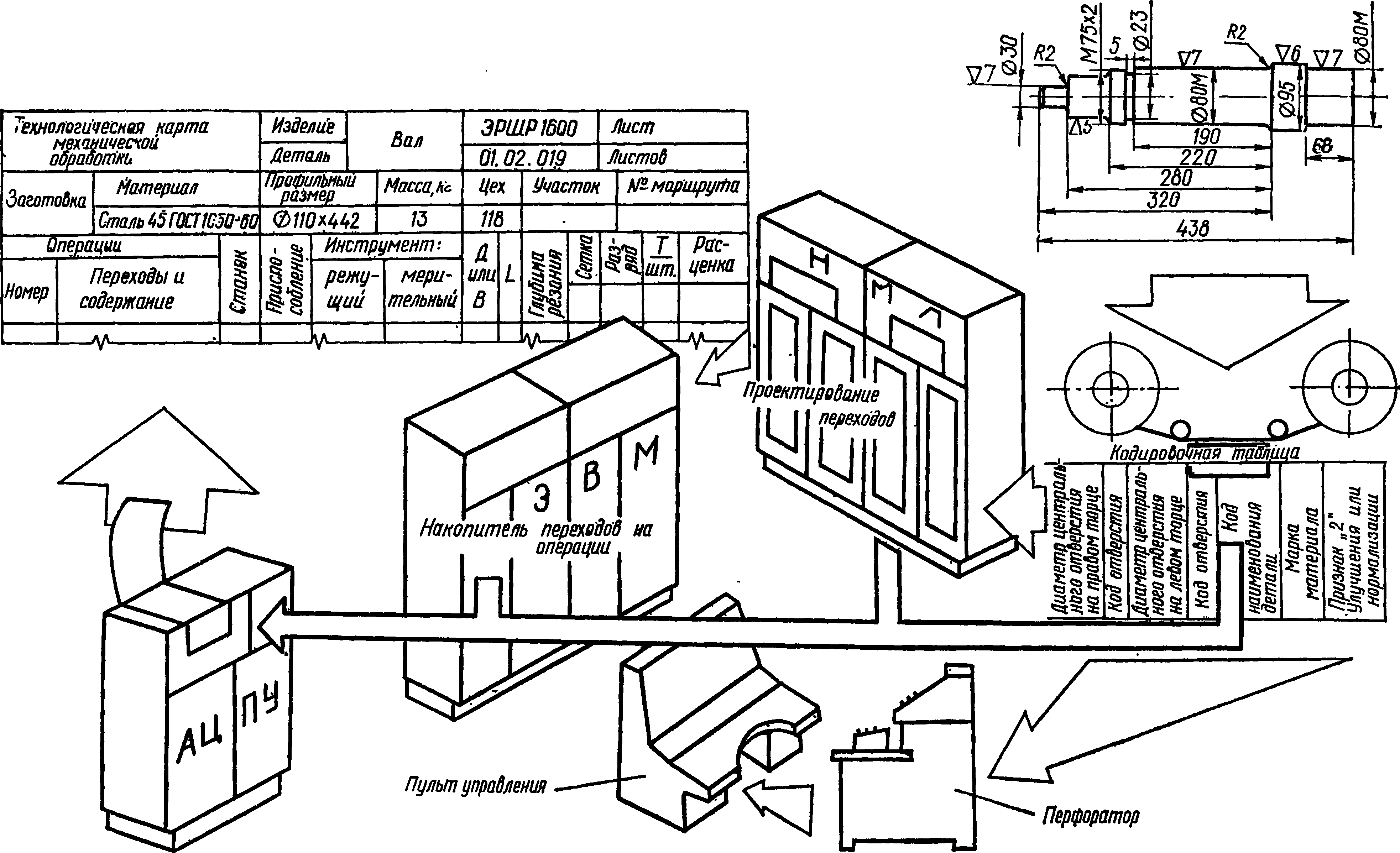
Рис. 8. Схема автоматизации проектирования операционного технологического процесса механической обработки детали с помощью ЭВМ
При разработке технологических процессов с помощью ЭВМ наиболее трудоемкими являются подготовительные операции по разработке алгоритмов и программ для ЭВМ. Так, например, на подготовку исходных данных для разработки технологического процесса механической обработки деталей средней сложности (типа приведенной на рис. 8) затрачивается 15—25 мин, а на разработку технологического процесса с помощью ЭВМ «Минск-22» — 5—7 мин, что объясняется быстродействием ЭВМ.
Дата добавления: 2017-01-08; просмотров: 2838;
Поиск по сайту
Узнать еще
- C помощью микроскопа
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- II. Принцип действия и режимы работы синхронной машины
- II. Физический и моральный износ машин.
- III. Решение логических задач с помощью рассуждений
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- LeeBoy 1200S это машина 4 в 1
- XIII. РАЗРАБОТКА ПЛАСТОВ, ОПАСНЫХ ПО ВНЕЗАПНЫМ ВЫБРОСАМ УГЛЯ (ПОРОДЫ) И ГАЗА, И ПЛАСТОВ, СКЛОННЫХ К ГОРНЫМ УДАРАМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
