Практические использование вихревых токов в дефектоскопии
Основным объектом поиска при контроле деталей, находящихся в эксплуатации, является усталостная трещина, как правило, выходящая на поверхность. Геометрические параметры трещины характеризуются: длиной L – максимальный продольный размер дефекта, видимый на поверхности контроля, шириной раскрытия B – поперечный размер дефекта у его выхода на поверхность, глубиной H – размер дефекта по направлению внутрь от поверхности контроля. Так как часто дефекты бывают сложной формы, различают максимальную, минимальную, среднюю, суммарную величину этих параметров.
Для подповерхностных дефектов (например типа пора) важным параметром является не только геометрически параметры (например диаметр) но и расстояние от поверхности –Z – глубина залегания.
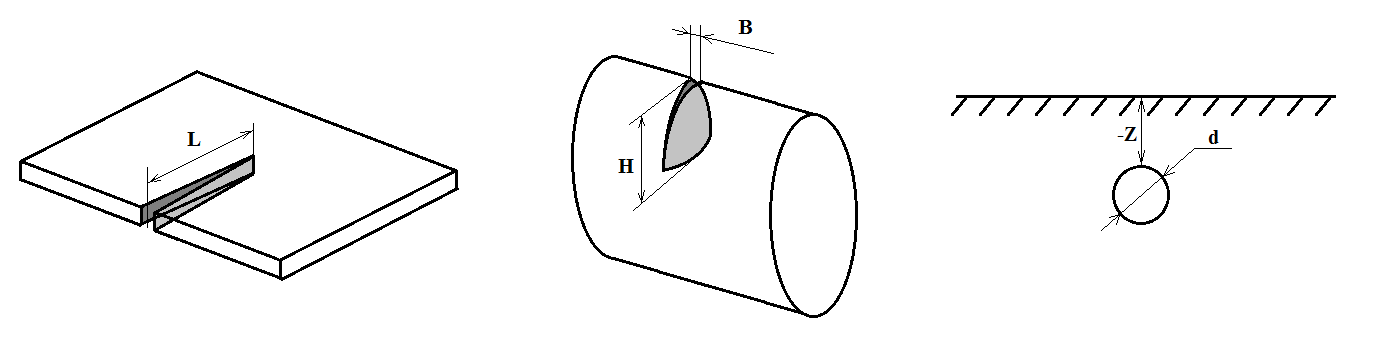
L – длина; B – ширина раскрытия; H – глубина; -Z – глубина залегания; d - диаметр
Рисунок 3.4 – геометрические размеры дефектов
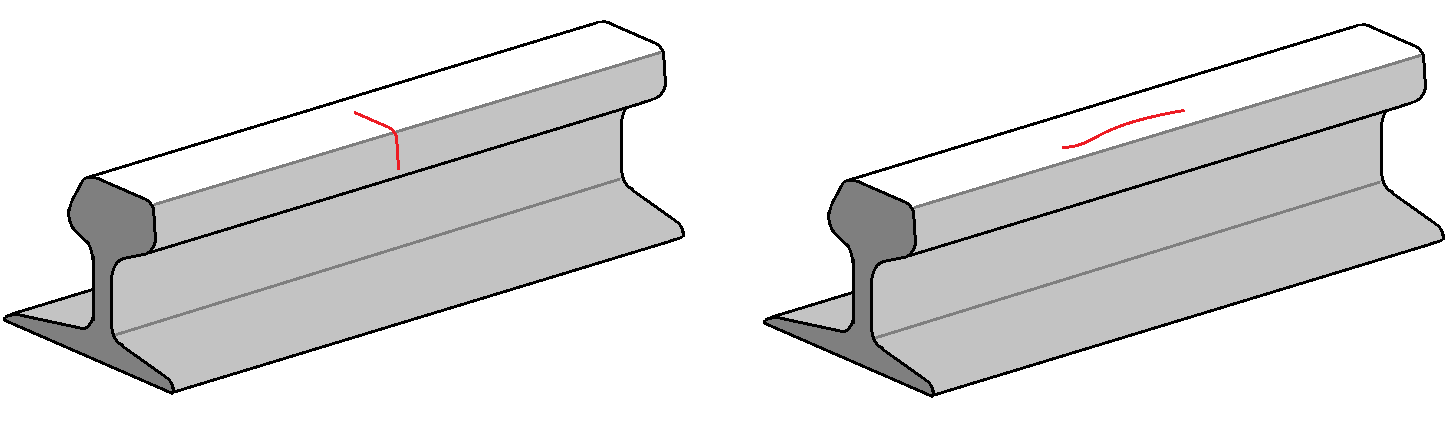
При проведении вихретоковой дефектоскопии, для выбора оптимальных параметров контроля, важно различать направление развития дефекта. С этой точки зрения различают продольные или поперечные (относительно продольной оси объекта контроля или направления сканирования вихретоковым преобразователем) трещины.
а б
Рисунок 3.5 – ориентация дефекта относительно продольной оси объекта контроля: поперечная трещина (а), продольная трещина (б)
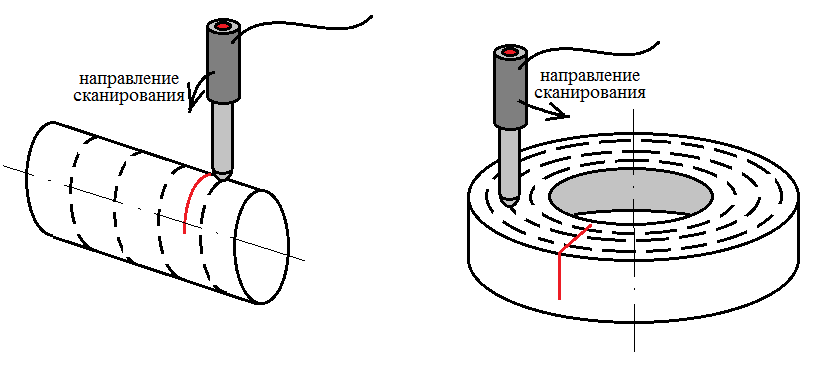
Ориентация дефекта относительно положения вихретокового преобразователя иногда значительно влияет на чувствительность к тем или иным типам дефектов.
а б
Рисунок 3.6 – ориентация дефекта относительно направления сканирования: продольная трещина (а), поперечная трещин (б)
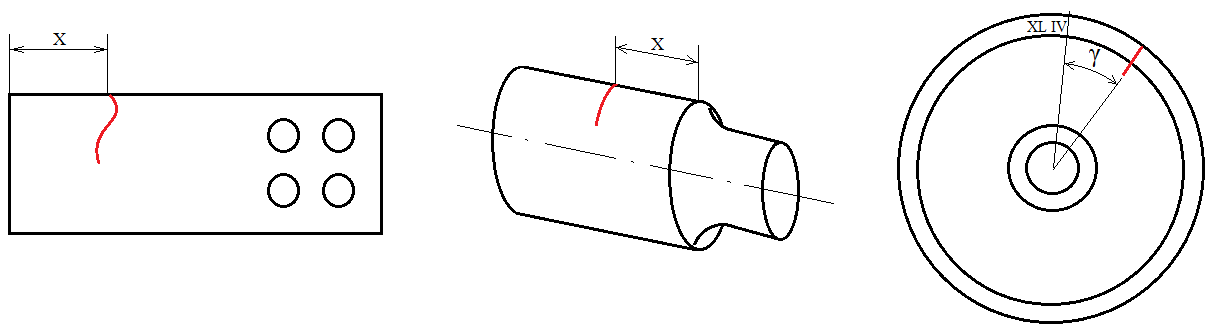
При оформлении отчета по результатам контроля важно правильно указать не только геометрические параметры обнаруженного дефекта, но и его расположение на объекте контроля. Для этого используют привязку к одному из хорошо видимых, характерных мест объекта, таких как край детали, галтельный переход, сварной шов, клейма и т.п., от которых ведут отсчет расстояния или угла до дефекта.
а б в
Рисунок 3.7 – координаты дефекта относительно края детали (а), галтельного перехода (б), заводского клейма (в)
Дата добавления: 2019-09-30; просмотров: 1168;
Поиск по сайту
Узнать еще
- VI. 1. ПЕРВИЧНОЕ ВЫЯВЛЕНИЕ ДЕТЕЙ С ОТКЛОНЕНИЯМИ В РАЗВИТИИ С ИСПОЛЬЗОВАНИЕМ ПЕДАГОГИЧЕСКОГО НАБЛЮДЕНИЯ
- VII.3. Земельные ресурсы мира и их использование
- Абсолютные и дифференциальные вихретоковые преобразователи
- Автоматизированный комплекс технической диагностики ЭЛЕКТРОПОЕЗДОВ ПОСТОЯННОГО И ПЕРЕМЕННОГО ТОКОВ
- АВТОМАТИЧЕСКАЯ ИДЕНТИФИКАЦИЯ ПАРАМЕТРОВ ТОВАРНО-ТРАНСПОРТНЫХ ПОТОКОВ
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Анализ движения денежных потоков на предприятии (прямой метод), руб.
- Анализ денежных потоков

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
