Остаточное сечение среза
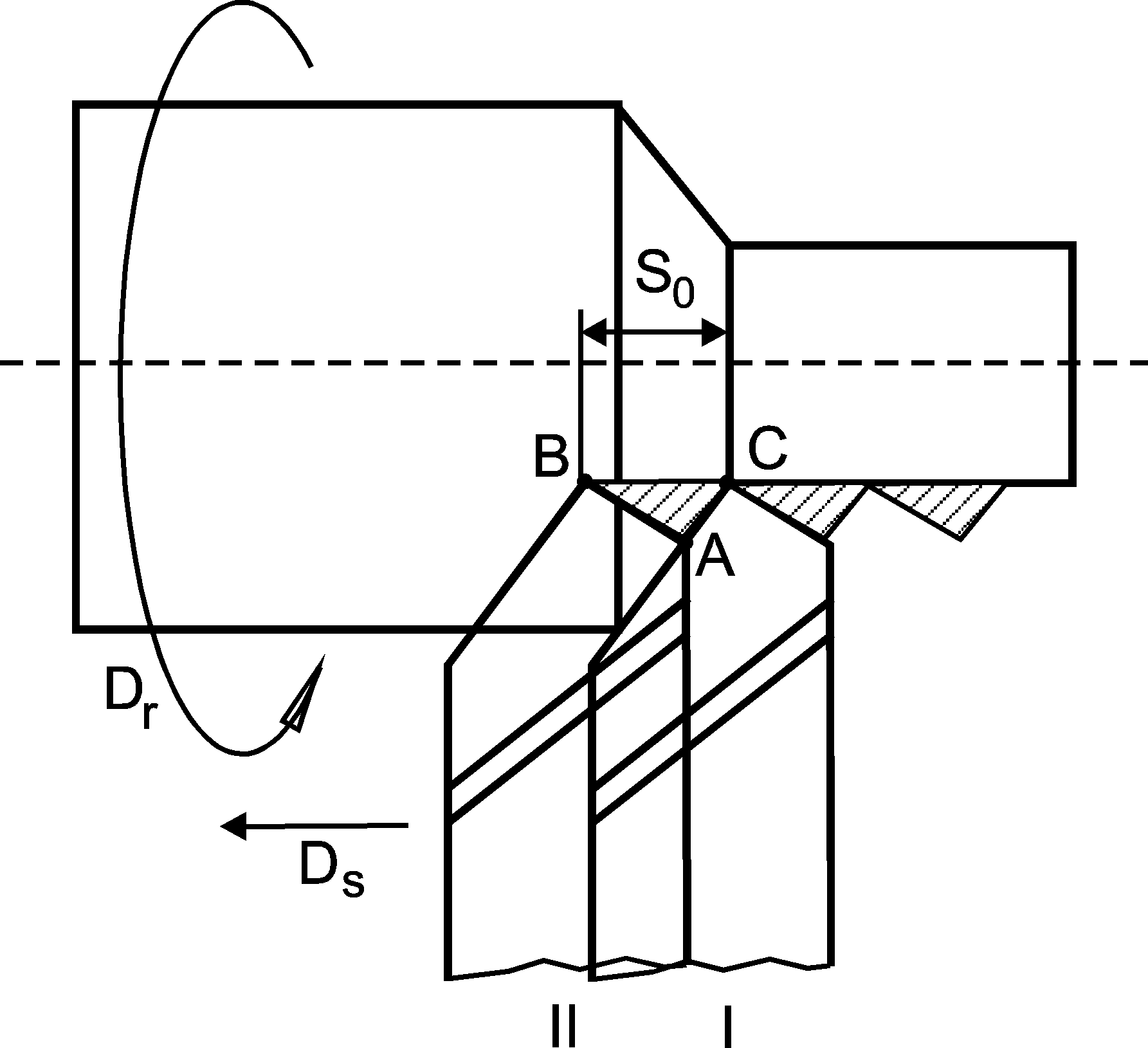 Рис. 6. Схема образования
остаточного среза
Рис. 6. Схема образования
остаточного среза
|
Пусть за один оборот заготовки резец переместится из положения I в положение II. При этом после прохождения резца на обработанной поверхности заготовки остается часть несрезанного материала с поперечным сечением АВС (рис. 6). Это обусловлено тем, что вершина резца в процессе обработки заготовки движется по винтовой линии. Данное сечение называется остаточным сечением среза.
На рис. 7 представлена величина остаточного среза после обточки заготовки. Как видно из рис. 7, высота остаточного среза  будет пропорциональна параметру шероховатости
будет пропорциональна параметру шероховатости  и может быть определена из треугольников АВК и АСК:
и может быть определена из треугольников АВК и АСК:  ,
,  . Так как
. Так как  , тогда
, тогда 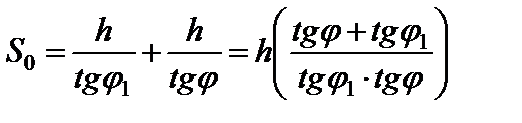 ,
,
откуда 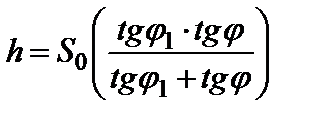 .
.
Данная зависимость справедлива, когда радиус при вершине резца  . При
. При  величину
величину  можно определить по формуле
можно определить по формуле
 .
.
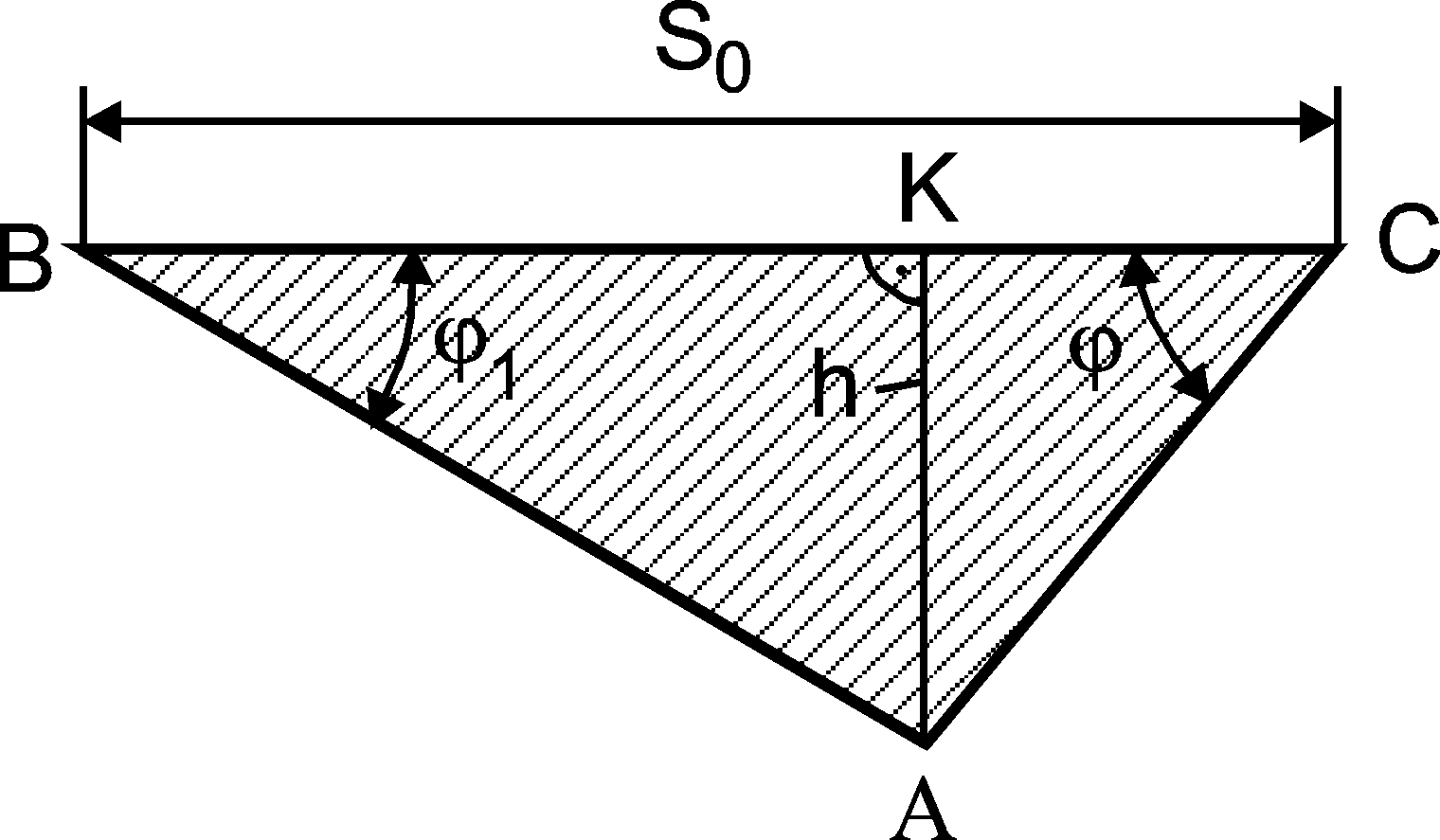 Рис. 7. Величина остаточного среза
после обточки
Рис. 7. Величина остаточного среза
после обточки
|
На величину  влияют
влияют  ,
,  ,
,  и
и  . Увеличение
. Увеличение  ,
,  и приводит к увеличению
и приводит к увеличению  . В то же время увеличение ведет к снижению значений
. В то же время увеличение ведет к снижению значений  . Вышеизложенное видно из рис. 8.
. Вышеизложенное видно из рис. 8.
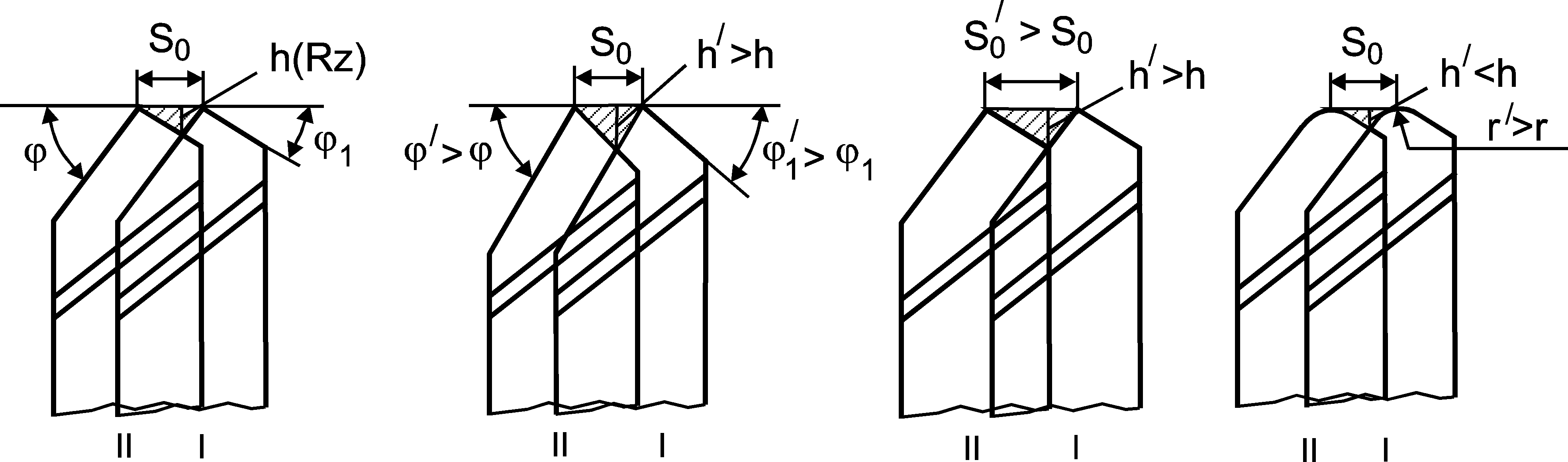 Рис. 8. Влияние главного и вспомогательного углов в плане, подачи и радиуса при вершине резца на высоту остаточного среза:
а – исходное состояние; б – влияние главного и вспомогательного углов в плане; в – влияние подачи; г – влияние радиуса при вершине резца; I, II – положение резца
Рис. 8. Влияние главного и вспомогательного углов в плане, подачи и радиуса при вершине резца на высоту остаточного среза:
а – исходное состояние; б – влияние главного и вспомогательного углов в плане; в – влияние подачи; г – влияние радиуса при вершине резца; I, II – положение резца
|
Для уменьшения шероховатости поверхности заготовки в первую очередь необходимо уменьшить  ,
,  или увеличить радиус при вершине и только в последнюю очередь можно уменьшить подачу
или увеличить радиус при вершине и только в последнюю очередь можно уменьшить подачу  , т.к. величина подачи в значительной мере влияет на производительность обработки.
, т.к. величина подачи в значительной мере влияет на производительность обработки.
Полученные выше зависимости для расчета шероховатости поверхности заготовки не учитывают физико-механические свойства обрабатываемого материала, реальное состояние режущей кромки, возможности возникновения вибраций, явление наростообразования. В связи с этим реальная величина шероховатости поверхности будет отличаться от полученной расчетным путем. Поэтому на практике пользуются эмпирическими зависимостями вида:
 ,
,
где  - коэффициент, учитывающий конкретные условия обработки (геометрию инструмента, свойства обрабатываемого и инструментального материалов, смазывающе-охлаждающую жидкость и т.д.);
- коэффициент, учитывающий конкретные условия обработки (геометрию инструмента, свойства обрабатываемого и инструментального материалов, смазывающе-охлаждающую жидкость и т.д.);  - глубина резания, мм;
- глубина резания, мм;  - подача на один оборот заготовки, мм/об;
- подача на один оборот заготовки, мм/об;  - скорость резания, м/мин;
- скорость резания, м/мин;  и
и  - главный и вспомогательный углы в плане, град; - радиус при вершине резца, мм;
- главный и вспомогательный углы в плане, град; - радиус при вершине резца, мм;  - показатели степеней.
- показатели степеней.
Глубина резания в значительной мере влияет на вибрации в системе СПИД. С ростом глубины резания вибрации возрастают. Скорость резания влияет на износ режущего инструмента и, следовательно, на шероховатость поверхности. С увеличением износа режущего инструмента шероховатость поверхности увеличивается.
Дата добавления: 2016-12-16; просмотров: 2623;
Поиск по сайту
Узнать еще
- Взаимное пересечение геометрических фигур.
- Взаимное пересечение двух плоскостей
- Взаимное пересечение плоскости и поверхности (3 группа позиционных задач)
- Взаимное пересечение поверхностей
- Взаимное пересечение поверхностей
- Взаимное пересечение поверхностей (4 группа позиционных задач)
- Взаимное пересечение прямой и плоскости или поверхности
- Влияние косого среза на работу решетки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
