Основы лазерной технологии
Лазер (оптический квантовый генератор)является источником оптического когерентного, т.е. согласованного, излучения, характеризующегося высокой направленностью и большой плотностью энергии.
Принцип действия оптического квантового генератора основан на искусственном стимулировании генерации светового излучения высокой мощности. При этом температура в точке приложения сфокусированного лазерного луча достаточна для превращения в пар любого материала. Передаваемое при поглощении лазерного излучения тепло приводит сначала к нагреву вещества, а затем — его плавлению и испарению. Дозируя определенным образом мощность лазерного излучения на поверхность обрабатываемого материала, можно реализовать практически любой температурно-временной режим нагрева, который и определяет вид технологической обработки.
Благодаря направленности и высокой концентрации энергии лазерного луча удается выполнять технологические операции, вообще не осуществимые каким-либо другим методом.
Лазерная обработка имеет свои особенности и преимущества:
1) высокая концентрация подводимой энергии в пятне нагрева и локальность обработки;
2) возможность передачи энергии в виде светового луча на расстояние в любой оптически прозрачной среде;
3) возможность получения перемещением луча импульсного (до 10-9 с) и непрерывного излучения с высокой точностью и скоростью;
4) возможность регулирования параметров лазерной обработки в широком интервале режимов;
5) отсутствие затрат механических усилий на обработку материала и независимость ее скорости от свойств материала;
6) высокая технологичность обработки и возможность ее автоматизации.
Лазеры имеют мощность непрерывного излучения до нескольких сотен киловатт и энергию отдельного импульса до нескольких сотен джоулей, однако при этом они:
• имеют сравнительно большие геометрические размеры;
• отличаются высокой энергоемкостью;
• сложны в изготовлении и эксплуатации.
В настоящее время разработаны следующие основные методы лазерной обработки, различающиеся режимами проведения технологического процесса (рис. 15.6): лазерная термообработка, лазерная поверхностная обработка, лазерная размерная обработка, лазерная интенсификация химических реакций, лазерная сварка, измерительная лазерная технология.
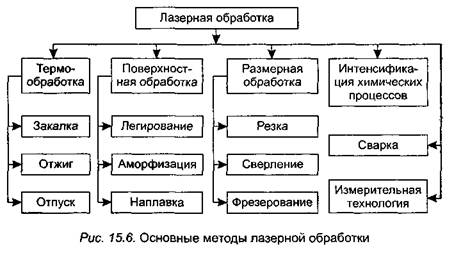
Лазерная термообработка включает в себя процессы лазерных закалки поверхностного слоя материалов, отжига и отпуска.
Лазерная закалка — высокотемпературный лазерный нагрев поверхности изделия и последующее быстрое охлаждение. Упрочнение происходит при воздействии как импульсного, так и непрерывного лазерного излучения. При этом термообработка может осуществляться с оплавлением и без оплавления поверхностного слоя.
Лазерная закалка отличается от обычной более высокой производительностью, сочетанием высоких скоростей нагрева и охлаждения. Наиболее полно преимущества лазерной закалки проявляются при обработке деталей со сложным профилем и неплоской поверхностью. Кроме того, лазер дает возможность выборочно закаливать те участки поверхности, которые подвергаются наибольшей механической нагрузке (селективное закаливание). К недостаткам лазерной закалки следует отнести сравнительно высокие капитальные затраты на установку лазера и малую глубину упрочнения.
Лазерный отжиг, в отличие от лазерной закалки преследует цель получения более равновесной, по сравнению с исходным состоянием, структуры, обладающей большей пластичностью и меньшей твердостью. Лазерным лучом можно отжигать мелкие металлические детали.
Лазерный отпуск применяется при необходимости локального увеличения пластичности или ударной вязкости, например в местах крепления различных деталей. Сталь после лазерного отпуска имеет большие прочность, твердость, ударную вязкость, чем после традиционной технологии отпуска.
Лазерная поверхностная обработка включает лазерные легирование, аморфизацию (остекловывание), наплавку.
Лазерное легирование относится к процессам создания на поверхности обрабатываемого материала покрытий с высокими эксплуатационными характеристиками. Наибольшее распространение получило лазерное легирование неметаллическими компонентами — углеродом, азотом и бромом. Глубина образующихся легированных слоев составляет 0,3—1,0 мм. Глубину ироплавления регулируют, управляя лазерным лучом. Существует также лазерное легирование металлами (хромом, никелем, молибденом, вольфрамом и др.), при котором на поверхность детали наносят легирующие добавки в виде порошка и связующей основы. Этот слой расплавляют лазерным лучом, при этом легирующие добавки за счет диффузии насыщают поверхностный слой обрабатываемой детали. Данный метод позволяет заменить дорогостоящие детали, целиком изготовленные из легированных сталей, деталями из дешевых углеродистых сталей с поверхностным легированным слоем.
4оа
Лазерное легирование отличается большой энергоемкостью, поскольку обрабатываемый участок нужно не только нагреть, но и расплавить.
Лазерная аморфизация (остекловывание) — одно из направлений модификации поверхностей обрабатываемых изделий. Создание аморфных слоев является весьма перспективным, так как такие слои обладают высокой твердостью, коррозионной и износостойкостью.
Лазерная наплавка используется с целью восстановления изношенных деталей. Обычно в процессе эксплуатации детали износу подвергается поверхностный слой детали толщиной не более 1 мм. Если восстановить этот слой, то деталь будет опять пригодна для использования. При этом по сравнению с традиционными технологиями наплавления (электросваркой, газовой сваркой и т.д.) лазерное наплавление имеет более высокую производительность, лучшее качество. Наплавление происходит без нагрева основной массы детали. Она не деформируется, не требует последующей механической обработки.
Под лазерной размерной обработкой понимают процессы обработки материалов резанием, которые включают в себя собственно лазерную резку (разделение материала), лазерное сверление отверстий, лазерное фрезерование пазов.
Сфокусированное лазерное излучение дает высокую концентрацию энергии, что позволяет резать практически любые материалы вне зависимости от их теплофизических свойств, включая материалы, не поддающиеся резке другими способами.
Лазерная резка используется для обработки сталей и других сплавов, керамики, стекла, пластмасс, древесины, полупроводников, текстильных тканей. Их толщина может достигать 50 мм.
Резать материал можно как импульсным, так и непрерывным излучением, при этом импульсная размерная обработка более точна и обеспечивает более высокое качество реза при минимальных потерях материала. Воздействие лазерного луча длится от десятой до десятичной доли секунды. С помощью импульсной размерной обработки получают сквозные и глухие отверстия, пазы и щели.
Лазер как тепловой источник обеспечивает следующие преимущества лазерной резки по сравнению с традиционными технологиями:
• высокая производительность (скорость реза титановых листов в 30 раз, стальных — в 10 раз больше, чем при механической резке);
• высокое качество поверхности реза;
• малая зона теплового влияния;
• возможность вырезать сложные контуры;
• возможность полной автоматизации процесса резания.
Технология лазерной размерной обработки позволяет прошивать (сверлить) отверстия любой формы и большой глубины в материалах любой твердости, получать отверстия размером от 4 микрон до нескольких миллиметров. Использование лазерного луча для сверления отверстий в часовых камнях и алмазных фильерах позволяет повысить производительность труда в 12—15 раз по сравнению с электрофизическими и в 200 раз — по сравнению с механическими методами сверления.
Лазерное сверление имеет преимущество перед механическим при обработке крупногабаритных деталей сложной формы (особенно под разными углами к поверхности), а также при сверлении глубоких отверстий малого диаметра.
Лазерную интенсификацию химических реакций можно рассматривать как разновидность фотохимических технологических процессов, т.е. процессов, протекающих под действием светового излучения или вызываемых им.
В зависимости от роли и характера влияния светового луча фотохимические процессы разделяют на три группы.
К первой группе относят реакции, которые могут самопроизвольно протекать после поглощения реагентами светового импульса. В этих процессах свет играет роль возбудителя и инициатора. При обычных условиях эти процессы протекают крайне медленно, но световое облучение их значительно интенсифицирует.
Ко второй группе фотохимических процессов относят такие, для проведения которых необходим непрерывный подвод световой энергии к реагентам.
К третьей группе относятся химические процессы, в которых световой импульс, воздействуя на катализатор, активизирует его и способствует интенсификации химической реакции.
Использование лазерного излучения в химической технологии перспективно для получения новых продуктов, осуществления новых химических реакций, интенсификации существующих химико-технологических процессов.
Лазерная сварка в настоящее время является наиболее перспективной технологией для промышленного использования. Сварное соединение получается при нагревании и расплавлении лазерным лучом участков в месте контакта свариваемых деталей. Когда лазерный луч смещается, то же самое происходит и с зоной расплавленного материала. Затем идет остывание и таким образом образуется сварной шов. По форме он получается узким и глубоким и принципиально отличается от свар-
ных швов, полученных при использовании традиционной технологии сварки. Глубина про плавления зависит от мощности лазера, а поперечное сечение лазерного шва похоже на лезвие кинжала, поэтому глубокое лазерное проплавление иногда называют кинжальным.
Лазерная сварка с глубоким проплавлением позволяет сваривать толстые слои материалов с большой скоростью при минимальном тепловом воздействии на материал, прилегающий к зоне расплава, что улучшает свойства сварного шва и качество сварного соединения.
По методу воздействия лазерная сварка подразделяется на импульсную и непрерывную.
С помощью импульсного лазерного излучения можно осуществить точечную сварку соединений различной конфигурации. Импульсная лазерная сварка обеспечивает соединение материалов толщиной до 2 мм и используется для сварки в труднодоступных местах, легко деформируемых деталей, а также деталей из тугоплавких материалов (в микроэлектронике и точном приборостроении).
Сварка непрерывным лазерным излучением используется в промышленности для сваривания материалов средней и большой толщины. С целью предотвращения окисления материалов в зону расплавления подают гелий или аргон.
По сравнению с традиционной технологией лазерная сварка имеет следующие преимущества:
• малое деформирование свариваемых элементов, отсутствие с ними механического контакта;
• высокая производительность сварки;
• способность осуществить глубокое (кинжальное) проплавление для сварки толстых пластин;
• возможность подачи энергии в труднодоступные места.
Измерительная лазерная технология предназначена для
проведения различных измерений и контроля размеров, линейных перемещений, контроля качества материалов и изделий.
Основным преимуществом измерительной лазерной технологии является то, что процесс происходит бесконтактно (бесконтактная диагностика, неразрушающий контроль). Кроме того, лазерные методы отличаются высокой точностью и быстродействием.
Для измерения диаметра и формы поперечного сечения тонких проволок и волокон применяются лазерные измерители, обеспечивающие точность до десятых долей процента при размерах от единиц до сотен микрон. Лазерные измерители скорости позволяют ее определять в диапазоне 0,0001 — 50 м/с с
высокой точностью. Лазерные методы бесконтактной диагностики основаны на принципах голографии и позволяют обнаруживать поверхностные дефекты размером до 1 мкм, находить и количественно определять статические и динамические деформации различных деталей.
Все лазерно-измерительные процессы легко поддаются полной автоматизации.
Дата добавления: 2016-12-09; просмотров: 5210;
Поиск по сайту
Узнать еще
- II. ОСНОВЫ МОЛЕКУЛЯРНОЙ ФИЗИКИ И ТЕРМОДИНАМИКИ
- OLTP- и OLAP-технологии
- V. ЛОГИЧЕСКИЕ ОСНОВЫ ВЫЧИСЛИТЕЛЬНОЙТЕХНИКИ
- VII. Педагогические технологии на основе дидактического усовершенствования и реконструирования материала
- XII. Педагогические технологии авторских школ
- XIV. ОСНОВЫ МАССОПЕРЕДАЧИ
- ІІ.5.2. Основы процесса фракталь-ного расширения квадрата
- Автоматизированная информационная система организации перевозок грузов по безбумажной технологии с использованием электронной накладной (АИС ЭДВ)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
