Важнейшие технологические процессы заготовительного производства в машиностроении
Важнейшими технологическими процессами заготовительного производства в машиностроении являются обработка металлов давлением и литейное производство. Основным исходным сырьем машиностроительного производства являются металлы и сплавы на их основе.
Металлами называются непрозрачные кристаллические вещества, обладающие такими характерными свойствами, как прочность, пластичность, электропроводность, теплопровод-
ность, блеск. Металлы традиционно подразделяются на две большие группы: черные и цветные.
К черным металлам относят железо и сплавы на его основе —• сталь и чугун, а иногда также марганец и хром; к ц в е т-н ы м — все остальные металлы и сплавы на их основе, среди которых наибольшее применение в машиностроении нашли алюминий, медь, титан, никель.
Огромные преимущества металлических материалов перед остальными состоят в возможности целенаправленного изменения их состава и структуры исходя из конкретных потребностей деталей и изделий машиностроения, а также в том, что по набору своих физических, химических, механических, технологических свойств, а также приемлемости стоимости они превосходят другие конструкционные материалы, в частности полимерные. При этом необходимо отметить, что в последнее время все же наблюдается тенденция вытеснения металлов и сплавов на их основе более технологичными полимерными и композиционными материалами, стоимость которых по мере развития технологии их изготовления постепенно снижается.
Основной задачей технологических процессов заготовительного производства является получение заготовок, приближенных по форме и размерам к готовым деталям.
Обработка материалов давлением является одним из наиболее распространенных и прогрессивных способов обработки, так как по сравнению с другими методами она обеспечивает меньшие потери металла, высокую производительность, относительно малую трудоемкость, увеличение прочности металла, широкие возможности механизации и автоматизации технологических процессов. Заготовки, получаемые обработкой давлением, имеют минимальные припуски на механическую обработку, а иногда и не требуют такой обработки.
При обработке металлов давлением происходит пластическая деформация, изменяющая форму заготовки без изменения ее массы.
На формообразование заготовок из конструкционных материалов влияет их пластичность, т.е. способность изменять форму под воздействием внешней силы, не разрушаясь, и сохранять полученную форму после прекращения действия силы. Природная пластичность различных материалов неодинакова и зависит в первую очередь от их структуры и химического состава. Одни материалы обладают высокой пластичностью в холодном состоянии и могут изменять свою форму без предварительного нагрева. Другие для повышения пластичности нагревают и подвергают пластической деформации в горячем состоянии. Исходя из этого, различают холодную и горячую обработку материалов давлением.
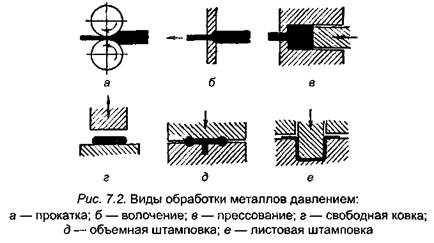
При обработке металлов давлением широко применяются следующие технологические методы: прокатка, волочение, прессование, свободная ковка, штамповка (рис. 7.2).
Прокатка является наиболее распространенным и экономичным способом обработки металлов давлением. Более 80 % выплавляемой стали поступает в прокатное производство, продукция которого стандартизирована и включает более 1000 наименований различного профиля: прокат простого профиля (круг, квадрат, шестигранник и др.), прокат фасонного профиля (швеллер, двутавр, уголок и др.), листовой прокат, трубы, периодический прокат и прокат специального профиля. Перечень прокатываемых изделий с указанием формы профилей и их размеров называется сортаментом проката.
Сущность процесса прокатки (рис. 7.2, а) заключается в деформировании металла (заготовки) путем обжатия между вращающимися валками прокатного стана, в результате чего происходит изменение формы заготовки (уменьшается поперечное сечение заготовки и увеличивается ее длина).
Волочение — процесс протягивания (рис. 7.2, б) на волочильном стане прутка через отверстие волочильной доски: при этом поперечное сечение прутка уменьшается, длина увеличивается, а обрабатываемый металл принимает форму и размеры этого отверстия. Волочением получают проволоку диаметром от 4 до 0,01 мм и менее, калиброванные валки, прутки различного профиля. Волочение применяют также для уменьшения диаметров труб.
Для получения тонкой проволоки требуется последовательное протягивание исходного материала через несколько отверстий (от 4 до 12), которое называют многократным.
Волочение обеспечивает получение заготовок точных размеров с высоким качеством поверхности и тонких профилей, в том числе тонкостенных труб, а также различных фасонных изделий.
Прессование — процесс выдавливания металла, заключенного в замкнутый объем цилиндра-матрицы через отверстие вматрице, в зависимости от формы и размеров которого получают изделия любой, даже самой сложной формы (рис. 7.2, в). Прессование осуществляется на специальных прессах.
Методом прессования получают прутки различного профиля и размера (5—200 мм), трубы с внутренним диаметром до 80 мм. По сравнению с прокаткой процесс прессования обеспечивает более точные размеры изделий, большую производительность, а также возможность обработки менее пластичных материалов. К недостаткам прессования относят наличие пресс-остатка (отходов), а также ограниченность размеров и массы получаемых изделий.
Свободная ковка (рис. 7.2, г) — процесс горячей обработки металлов давлением, в ходе которого имеет место свободное течение металла в стороны. Исходным материалом при свободной ковке служат слитки, прокат различных профилей и прессованный металл. Изделие, полученное ковкой, называют поковкой.
Свободную ковку применяют преимущественно в единичном и мелкосерийном производствах, а также для получения поковок большой массы. К недостаткам ковки следует отнести в первую очередь низкую производительность процесса, невысокое качество изделий и зависимость качества продукции от квалификации кузнеца.
Штамповка — процесс деформации металла в горячем или холодном состоянии, в ходе которого течение металла ограничено стенками рабочей поверхности специального инструмента — штампа. Штамповка может быть объемной и листовой.
Для объемной штамповки (рис. 7.2, д) исходными материалами служат прутки или штучные заготовки. Штампы для горячей объемной штамповки состоят из двух частей — верхней и нижней. Полости штампа называют ручьями. Одноручьевые штампы применяются при изготовлении простых поковок. В многоручьевых штампах имеется ряд последовательно расположенных ручьев, в которых производят заготовительные и штамповочные операции.
Прогрессивным процессом горячей объемной штамповки является безоблойная штамповка, т.е. штамповка в закрытых штампах без образования облоя, что дает возможность значительно экономить металл. Кроме того, отпадает необходимость вобрезных штампах и прессах. Изделие, полученное объемной штамповкой, называют поковкой.
 Листовая штамповка (рис. 7.2, ё) является передовым методом обработки металлов давлением, характеризующимся высокой производительностью, простотой технологического процесса, точностью получаемых размеров изделия и низкой себестоимостью. Исходным материалом для нее служат листы, ленты, полосы. Для изготовления изделий толщиной свыше 8 мм применяют горячую листовую штамповку.
Листовая штамповка (рис. 7.2, ё) является передовым методом обработки металлов давлением, характеризующимся высокой производительностью, простотой технологического процесса, точностью получаемых размеров изделия и низкой себестоимостью. Исходным материалом для нее служат листы, ленты, полосы. Для изготовления изделий толщиной свыше 8 мм применяют горячую листовую штамповку.
Так как при штамповке металл деформируется в заранее изготовленных формах (штампах), то заготовка получается более точной и чистой, чем при свободной ковке.
Штамповку экономически целесообразно применять в серийном и массовом производствах, так как штампы являются дорогим инструментом. Очевидно, что каждый штамп предназначен только для получения определенного типа заготовок.
Технологическое оборудование для обработки металлов давлением делят на следующие группы:
• основное: для выполнения технологических операций деформирования металла при прокатке, волочении, прессовании, ковке, штамповке (прокатные и волочильные станы, молоты, прессы и др.);
• дополнительное: оборудование и машины для резки заготовок из сортового проката (пресс-ножницы, зубчатые и фрикционные пилы, ножовочные станки, отрезные фрезерные станки и фрезерные автоматы), нагревательные печи и электронагревательные устройства, посадочные машины, кантователи, манипуляторы;
• вспомогательное: машины и механизмы для транспортировки заготовок от нагревательных устройств к основному оборудованию (мостовые краны, конвейеры, кран-балки, электротали, монорельсы, консольные краны, напольные транспортеры и др.), машины и оборудование для очистки воздуха и газов (вытяжные зонты, вентиляторы, воздуходувки и др.).
Другим широко используемым методом получения заготовок в машиностроении является литье.
Литейное производство — совокупность технологических процессов получения фасонных изделий (отливок) путем заливки расплавленного металла в полую форму, воспроизводящую очертания и имеющую размеры будущей детали. После затвердевания металла в форме получается заготовка или деталь, называемая отливкой.
Литье является одним из важнейших и наиболее распространенных способов изготовления заготовок, деталей и готовой продукции. Литьем получают продукцию всевозможных конфигураций, размеров и массы из различных металлов и сплавов: чугуна, стали, сплавов меди, алюминия, магния и т.д.
Литье наиболее простой и дешевый, а иногда и единственный способ изготовления заготовок. Точные методы литья позволяют получать отливки с высокой воспроизводимостью размеров и малой шероховатостью поверхностей, часто не требующие дальнейшей механической обработки. Наряду с достоинствами литье имеет и недостатки, основными из которых являются неоднородность химического состава и низкие механические качества получаемых отливок.
Сущность процесса литья заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовку, деталь или готовое изделие извлекают из формы. Литейные формы могут быть разового и многократного применения.
Для получения отливок высокого качества литейные сплавы должны обладать определенными литейными свойствами: хорошей жидкотекучестью, низкой усадкой, иметь химическую однородность структуры, низкую температуру плавления и т.д.
Плавление металлов перед заливкой в формы выполняют на различном оборудовании, например: чугуна — в вагранках и шахтных печах; углеродистых и легированных сталей — в мартеновских и электропечах; медных сплавов — в дуговых, индукционных и пламенных отражательных печах, а также в тиглях; алюминиевых сплавов — в электрических и пламенных печах.
Все многообразие применяемых технологических процессов литейного производства можно разделить на две группы:
1) получение отливок в одноразовых (разрушаемых) формах;
2) получение отливок в формах многоразового применения. Рассмотрим особенности данных групп технологических
процессов литейного производства.
Получение отливок в одноразовых формах осуществляется при следующих технологических процессах литейного производства: литье в песчано-глинистые формы, литье в оболочковые формы, литье по выплавляемым моделям и др.
Литье в песчано-глинистые формы. Несмотря на то, что отливки, полученные этим методом, наименее точны, имеют грубую поверхность, а сам технологический процесс отличается высокой трудоемкостью и многоэтапностью, литье в песчано-глинистые формы по-прежнему является основным технологическим методом получения отливок на отечественных предприятиях: им получают до 60 % общего объема чугунных и стальных отливок. Широкое распространение метода литья в песчано-глинистые формы объясняется таким его технико-экономическим преимуществом, как низкая себестоимость. Она
 обусловлена дешевизной и относительной доступностью исходных материалов для литейных форм (кварцевый песок, глина, вода), очень простыми устройством и обслуживанием технологической оснастки и оборудования, использованием наиболее дешевого литейного сплава для отливок — серого чугуна. Разовые литейные формы позволяют получать практически любые по конфигурации, сложности и массе отливки.
обусловлена дешевизной и относительной доступностью исходных материалов для литейных форм (кварцевый песок, глина, вода), очень простыми устройством и обслуживанием технологической оснастки и оборудования, использованием наиболее дешевого литейного сплава для отливок — серого чугуна. Разовые литейные формы позволяют получать практически любые по конфигурации, сложности и массе отливки.
Технологический процесс получения отливок методом литья в песчано-глинистые формы включает следующие этапы:
• изготовление технологической оснастки;
• приготовление формовочных и стержневых смесей;
• изготовление разовых литейных форм и стержней;
• расплавление металла и заливка литейных форм;
• охлаждение, выбивка отливок из форм, обрубка, очистка и контроль качества отливок и др.
На рис. 7.3 проиллюстрирован процесс получения отливок методом литья в песчано-глинистые формы (в подрисуночной подписи приведены названия основных элементов технологической оснастки).
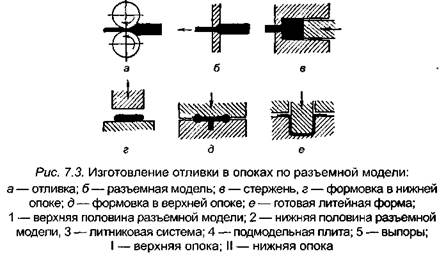
Литейная технологическая оснастка включает следующие элементы:
• модель — копия будущей детали с некоторыми изменениями, учитывающими припуск на механическую обработку и удобство извлечения модели из формы;
• стержень — элемент литейной оснастки, воспроизводящий очертания внутренних полостей и отверстий в будущей отливке. Стержень изготавливается из песчано-глинистой смеси и в дальнейшем извлекается из отливки;
• литниковая система — каналы, через которые обеспечиваются непрерывное поступление расплава металла в полость литейной формы и питание отливки для компенсации усадки;
• опоки — технологические приспособления в виде жестких рам прямоугольной формы, которые служат для удержания формовочной смеси при ее уплотнении;
• выпоры — каналы, через которые из полости формы вытесняется воздух при заливке расплавленного металла.
В настоящее время на машиностроительных предприятиях литье в песчано-глинистые формы постепенно вытесняется наиболее прогрессивными способами литья — литьем в оболочковые формы и по выплавляемым моделям, а также в формах многоразового действия, которые называют специальными способами литья.
Тенденция перехода от традиционного литья в песчано-глинистые формы к специальным способам литья объясняется тем, что применение последних способствует резкому снижению трудозатрат и металлоемкости получаемых отливок, достижению высоких физико-механических свойств литых деталей. Однако их использование экономически оправдано только в условиях серийного и массового производства. При этом заметим, что переход к специальным методам литья представляет собой революционное развитие технологии литейного производства.
Основные технико-экономические показатели специальных технологических процессов литья следующие: получение отливок более точных размеров с высокой чистотой поверхности; повышение коэффициента использования металла и уменьшение объема механической обработки; улучшение качества металла отливок; уменьшение потерь от брака; сокращение производственных площадей; улучшение санитарно-гигиенических условий, повышение производительности труда и др.
Рассмотрим специальные способы литья при получении отливок в формах многоразового использования (на примерах литья в кокиль, центробежного литья, литья под давлением).
Литье в кокиль. В кокилях (металлических формах) изготавливают отливки самой разнообразной конфигурации из цветных и черных сплавов. Конструкция и материал кокилей различны и зависят от металла получаемой отливки.
Технологический процесс литья в кокиль включает следующие операции:
• подготовку кокиля: подогрев половинок газовыми горел
ками; нанесение пульверизатором быстротвердеющей теплои
золяционной окраски; простановку стержня; сдвигание и за
жим половинок кокиля;
• заливку, затвердевание и охлаждение расплавленного металла; раскрытие половинок кокиля, удаление стержня из отливки и отливки из кокиля;
• обрубку, очистку и контроль качества отливок.
Для крупносерийного и массового производства отливок наиболее целесообразно применение специальных (четырех- и более многопозиционных) машин. По сравнению с универсальными для этих машин характерны:
• высокая производительность благодаря совмещению во времени всех операций технологического цикла (эволюционное развитие технологии); ,г
• минимальная занимаемая площадь, наименьшие энергетические затраты, удобство обслуживания и наиболее рациональная организация работы;
• допустимость механизации и автоматизации основных и вспомогательных операций и на этой основе — возможность встраивания производства отливок в автоматические линии (рационалистическое развитие технологии).
При технико-экономической оценке кокильного литья следует учитывать достоинства и недостатки этого технологического метода получения отливок.
Достоинства: возможность многократного использования кокилей; повышенная точность размеров и малая шероховатость поверхности отливок; улучшение механических свойств металла отливок; высокая производительность труда; снижение стоимости отливок; сокращение потребности в производственных площадях и улучшение условий труда; сокращение трудоемких и энергоемких операций очистки отливок; широкие возможности комплексной механизации и автоматизации процесса литья.
Недостатки: трудоемкость и сравнительно высокая стоимость изготовления кокилей; быстрое охлаждение расплава при заполнении металлической формы, которое может привести к образованию внутренних напряжений и трещин в отливках; ограниченные возможности отвода воздуха и газов из полости металлической формы.
Центробежное литье — высокопроизводительный способ изготовления отливок тел вращения с центральным отверстием — труб, втулок и др., а также фасонного литья из чугуна, стали и цветных сплавов. Сущность центробежного литья заключается в том, что расплавленный металл заливается во вращающуюся форму. Под действием центробежных сил он отбрасывается к стенкам формы, затвердевает, получая плотную структуру без усадочных раковин. Неметаллические включения собираются на внутренней стороне отливки и удаляются при дальнейшей механической обработке.
|
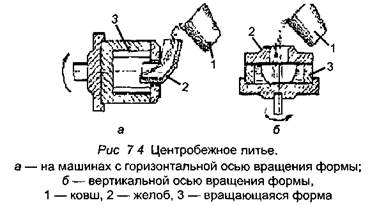
| Для центробежного литья применяют два типа машин: с горизонтальной и вертикальной осями вращения формы (рис. 7.4). |
В машинах с горизонтальной осью вращения (рчс. 7.4, а) металл из ковша 1 через желоб 2 заливается во вращающуюся форму 3, где затвердевает. После охлаждения готовая отливка с помощью специальных приспособлений извлекается из формы.
Отливки получаются точной конфигурации, с малой шероховатостью поверхностей. Они имеют плотную мелкозернистую структуру металла.
Машины с горизонтальной осью вращения применяют для изготовления чугунных и стальных труб, втулок и других тел вращения с отверстием; машины с вертикальной осью вращения (рис. 7.4, б) — для получения фасонного литья малой высоты.
Центробежным способом получают канализационные трубы, корпуса полых валов из коррозионно-стойких сталей диаметром до 15 м, массой до 60 т, биметаллические втулки (сталь—чугун, чугун—бронза) диаметром более 1 м для подшипников скольжения и другие крупногабаритные цилиндрические изделия для бумагоделательных машин, оборудования химической и металлургической промышленности, тепловой и атомной энергетики и др.
При оценке эффективности центробежного литья необходимо иметь в виду также его преимущества перед кокильным: уменьшение расхода металла вследствие отсутствия литниковой системы; исключение потребности в стержнях; улучшение заполняемости литейной формы сплавом с пониженной жидко-текучестью; повышение точности и механических свойств отливок. Процесс легко механизируется и автоматизируется, что обеспечивает высокую производительность, улучшает санитарно-гигиенические условия работы литейщиков. К недостаткам центробежного литья относят в первую очередь ограниченность
габаритов и номенклатуры получаемых отливок, а также высокую стоимость используемого оборудования.
Литье под давлением является наиболее производительным и экономичным процессом в массовом производстве тонкостенных (от 0,8 мм и выше) отливок с массой от нескольких граммов до 25— 50 кг, любой сложности и конфигурации, с большой точностью размеров и высоким качеством поверхности, исключающим механическую обработку. Литьем под давлением изготавливают главным образом детали из легкоплавких цветных сплавов: алюминиевых, магниевых, цинковых, реже — медных. Данный способ применяется в автомобильной, авиационной, электротехнической, приборостроительной, сантехнической и других отраслях промышленности.
Сущность процесса состоит в том, что металл под высоким давлением (от 200 до 2000 МПа) в расплавленном или полужидком состоянии со скоростью 0,5—140 м/с запрессовывается через систему литниковых каналов в рабочую полость разъемной пресс-формы. В пресс-форме металл кристаллизуется, затвердевшая отливка выталкивается из нее. Пресс-формы устанавливают на специальных машинах литья под давлением. Производительность литейных машин — от 60 до 3000 отливок в час.
На рис. 7.5 показана последовательность стадий получения отливки под давлением.

Расплавленный металл подается порцией в камеру прессования 2, в результате чего открывается питательный канал 3 и металл поступает в полость пресс-формы 5. После заполнения пресс-формы и выдержки в течение 3—30 с поршень 1 и пята 4 поднимаются, при этом пята отрезает литник и выталкивает пресс-остаток 6. Подвижная часть пресс-формы 8 отходит вправо, и отливка 7 легко извлекается. Перед началом работы пресс-форму подогревают и смазывают. В процессе работы поддерживают необходимую температуру. Для съема и удаления
отливок из пресс-формы используют различные механизмы, в том числе роботы-манипуляторы. В камеру прессования устанавливают также роботы заливки жидкого металла.
В условиях массового производства применение литья под давлением экономически оправдано, так как этот способ позволяет снизить трудоемкость получения отливок в 10—12 раз, а механической обработки — в 5—8 раз.
Литье в оболочковые формы -- способ получения отливок и изделий свободной заливкой расплава в оболочковые формы из термореактивных смесей, представляющих собой смесь кварцевого песка с термореактивной смолой.
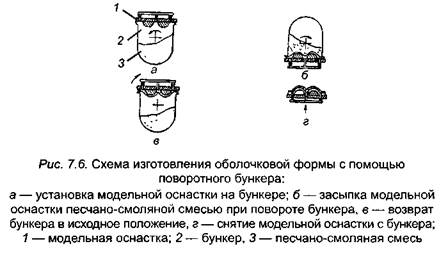
Для получения оболочковых форм широко применяется насыпной (бункерный) способ, основанный на использовании поворотного бункера (рис. 7.6). На предварительно нагретую рабочую поверхность модельной оснастки наносится разделительный состав (быстро затвердевающая силиконовая жидкость), образующий разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели. Модельная, оснастка 1 устанавливается на приемной рампе бункера 2 (рис. 7.6, а), который наполнен песчано-смоляной смесью 3. Засыпка модели и модельной плиты смесью осуществляется поворотом бункера на 180° (рис. 7.6, б). Для формирования оболочки толщиной 5—15 мм плиту выдерживают под смесью в течение 15—20 с. При этом смола быстро плавится и затвердевает, образуя полутвердую оболочку. Затем бункер возвращают в исходное положение (рис. 7.6, в). С него снимают модельную плиту с налипшей оболочкой и помещают в печь для доотвержде-ния оболочки.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Преимущества способа литья в оболочковые формы следующие: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; получение качественной структуры металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатками данного способа являются: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Литье по выплавляемым моделям представляет собой процесс получения отливок в неразъемных разовых огнеупорных формах, изготовляемых из легко плавящихся, выжигаемых или растворяемых составов. Являясь одним из древнейших методов художественного и производственного литья, данный способ получил в последние годы большое распространение в промышленности из-за высокой точности получаемых отливок.
Литье по выплавляемым моделям применяется для получения различных фасонных отливок из тугоплавких сплавов и отличается высокой точностью размеров и низкой шероховатостью поверхностей получаемых изделий. Поэтому изделия, полученные по данной технологии, практически не подвергаются последующей механической обработке. По выплавляемым моделям отливают, например, металлорежущий инструмент (резцы, сверла, фрезы, метчики и др.), лопатки газовых турбин, колеса насосов и другие сложные по конфигурации изделия.
Для изготовления моделей используют материалы, имеющие низкую температуру плавления (парафин, стеарин, воск, канифоль и др.). Выплавляемые модели изготавливаются в пресс-формах, комплектуются на общую литниковую систему и покрываются несколькими слоями огнеупорного покрытия на основе керамической суспензии. Затем при нагревании модельный материал вытапливается из керамической оболочки, которая в свою очередь заформовывается в песчано-глинистую смесь в опоке. В полученную пустотелую оболочку заливается жидкий металл.
Литье по выплавляемым моделям наиболее целесообразно использовать в условиях серийного и массового производства.
Технологическое оборудование литейного производства подразделяется на следующие группы:
• основное: машины и оборудование для подготовки исходных материалов (сушила, мельницы, дробилки, сита), приго-
товления формовочных и стержневых смесей (смесители), изготовления литейных форм и стержней (формовочные и стержневые машины, пескометы, пескодувные машины), специальных методов литья, плавки металлов (вагранки, дуговые и индукционные печи и др.)J
• дополнительное: транспортирующие, грузоподъемные игрузонесущие машины и механизмы (конвейеры различных типов, мостовые краны, кран-балки, электротали и др.);
• вспомогательное: оснащение для очистки воздуха, удаления газов в литейных цехах (вентиляторы, воздуходувки, вытяжные зонты и др.).
Помимо обработки давлением и литья, в заготовительном производстве используется также технология сварки (рис. 7.1). В зависимости от вида изделий машиностроения данный технологический процесс применяется также в сборочном производстве, поэтому наряду с другими технологическими процессами создания неразъемных соединений будет рассмотрен в параграфе 7.4.
Дата добавления: 2016-12-09; просмотров: 5380;
Поиск по сайту
Узнать еще
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- II. Технология производства ДСП. Шлифованное ДСП.
- V. Новообразования (доброкачественные и злокачественные) и диспласти-ческие (опухолевые) процессы.
- XIX. ХОЛОДИЛЬНЫЕ ПРОЦЕССЫ
- А- технологические этапы изготовления
- Автогенетические процессы и половой отбор
- Автоматизация технологической подготовки производства
- АГРОТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ВОЗДЕЛЫВАНИЯ КОРНЕПЛОДОВ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
