СБОРКА ТРУБ ПОД СВАРКУ.
Перед сборкой труб под сварку необходимо:
-очистить внутреннюю полость труб от грязи, грунта, льда, снега, мусора возможных предметов т.д.;
-проверить состояние торцов труб, в случае необходимости (вмятины, рваные кромки, расслоения) обрезать концы труб, если задиры, забоины и т.д. глубиной более 5 мм.
Правку концов труб следует выполнять таким образом, чтобы не возникали трещины, кромки не смыкались, чтобы не было других повреждений, вмятины свыше 3,5 процента с наружного диаметра трубы удаляются; при температуре воздуха ниже минус 5 °C не допускаются правка концов труб без их предварительного подогрева.
-очистить до металлического блеска кромки и прилегающие к ним внутреннюю наружную поверхности труб на ширину не менее 20 мм;
-проверить наличие фаски на торцах труб, при отсутствии заводской разделки кромок на трубах толщиной 5 мм и более необходимо снять фаску. Разделка кромок (угол скоса, притупление должно выполняться в соответствии с ГОСТ 16037-80.
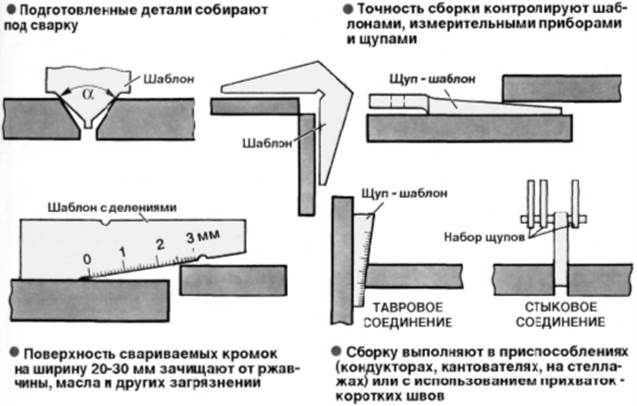
При сборке труб допускается смещение кромок свариваемых труб величиной не более 0,15% от толщины стенки плюс 0,5 мм.
Толщина стенок, мм 3 4 5 6
Допускаемая величина
смещения кромок труб, мм 0,95 1,1 1,25 1,4
Сборку труб лучше выполнять с помощью центраторов на. инвентарных подкладках и других приспособлений.
При сборке труб с продольным и спиральным швом последние должны быть смещены относительно друг друга на величину не менее чем на:
- 15 мм для диаметра трубы до 50 мм;
- 50 мм для диаметра трубы от 50 до 100 мм;
- 100 мм для диаметра трубы свыше 100 мм.
При сборке под сварку труб, у которых заводские швы (продольный и спиральный) сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами контроля.
После центровки труб необходимо наложить прихватки. Прихватки должны быть выполнены, как правило, с применением тех же материалов (электродов, сварочной проволоки), что и для основного шва, длина прихваток должна быть 20-30 мм, при диаметре стыкуемых труб до 50 мм включительно, 50-60 мм при диаметре более 50 мм.
Высота прихваток должна составлять 1/3 толщины стенки трубы, но не менее 2 мм.
Количество прихваток определяется в зависимости от диаметра труб таблице:
| Диаметр условного прохода труб, мм | до 80 | св.80 до 150 вкл. | св.150 до 300 вкл. | св.300 |
| Количество прихваток | через каждые 250 мм шва |

| · Прихватки ставят с лицевой стороны соединения. · Поверхность прихватки очищают от шлака. · При сварке прихватку удаляют или полностью переплавляют. |
Прихватка патрубков, ответвлений в местах расположения поперечных (кольцевых) сварных швов основного газопровода НЕ ДОПУСКАЕТСЯ.
Расстояние между поперечным швом газопровода и швом приварки к нему патрубка должно быть не менее 100 мм.
На внутренних газопроводах, а также в ГРП, ГРУ при врезках ответвлений диаметром до 50 мм включительно (в том числе импульсных линий) расстояние от швов ввариваемых штуцеров до кольцевых швов основного газопровода должно быть не менее 50 мм.
Электродуговую сварку труб выполняют в поворотном или неповоротном положении в зависимости от условия монтажа. При этом трубы со скосом кромок 30 градусов при толщине стенок до 6 мм должны свариваться не менее, чем в 2 слоя, при толщине стенок свыше 6 мм не менее, чем в три слоя.
Газовая сварка газопроводов выполняется за 1 проход.
Дата добавления: 2016-12-09; просмотров: 3559;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. Абсолютное пространство по самой своей сущности, безотносительно к чему бы то ни было внешнему, остается всегда одинаковым и неподвижным».
- II. Оппозиционные организации и их роль в подготовке революции
- II. ПОДГОТОВИТЕЛЬНЫЙ ПЕРИОД ТРЕНИРОВКИ
- II. Установление сегуната Токугава. Социально-экономическое развитие страны: циклы подъема и упадка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
