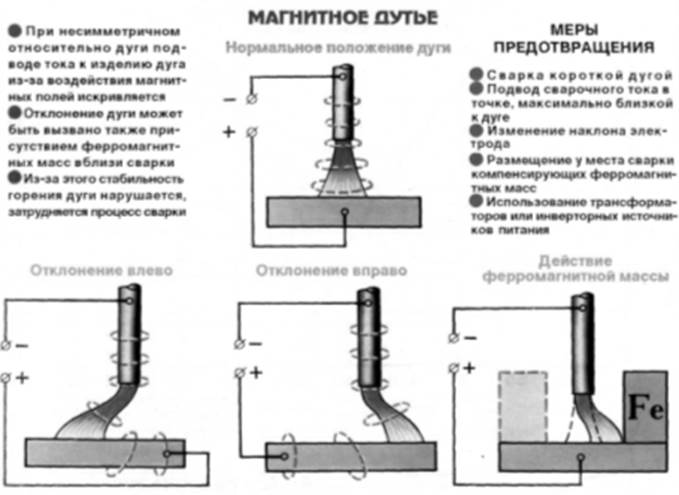
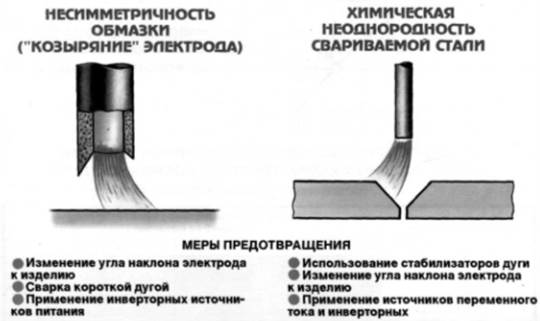
Причины отклонения дуги и меры предотвращения.
На устойчивость дугового разряда влияют собственное магнитное поле, посторонние магнитные поля, а также ферромагнитные массы. Они вызывают отклонение дугового разряда от первоначальной собственной оси и приводят к нарушению процесса сварки. Это явление получило название магнитного дутья. Влияние магнитных полей можно устранить путем изменения места токоподвода, угла наклона электрода, путем временного размещения ферромагнитных материалов для создания симметричного поля и заменой постоянного тока переменным.
|
|
Электроды
Ручная электродуговая сварка может быть выполнена качественно, только если правильно выбраны электроды, которые должны обеспечивать соединение по своим механическим свойствам основного материала труб. Промышленность выпускает электроды с тонкими и толстыми защитными покрытиями.
В строительстве газопроводов применяют толстопокрытые электроды по ГОСТ 9466-75 и ГОСТ 9467-75.
На электроды, сварочную проволоку, флюсы и другие сварочные материалы должны быть сертификаты или справки о принадлежности их к партии, имеющей сертификат. При отсутствии документов на сварочные материалы их можно применить только после лабораторных испытаний образцов и получения заключения о соответствии данной партии требованиям государственных стандартов или технических условий.
Не использованные в течение 6 месяцев со дня получения электроды могут был применены после сварки ими пробного стыка и получения положительных результатов контроля.
Электроды, применяемые для строительства газопроводов должны обеспечить:
-легкое возбуждение дугового разряда;
-устойчивое, стабильное горение дуги;
-возможность сварки во всех пространственных положениях шва;
-формирование шва с плавным переходом от наплавленного к основному металлу;
-равномерное расплавление электродного стержня и покрытия;
-легкое удаление шлаковой корки с поверхности сварного шва.
Для обеспечения высокого качества сварного соединения покрытие должно быть однородным, плотным без вздутий, наплывов, трещин, надрывов.
Электродное покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую поверхность стальной плиты с высоты:
-при диаметре электрода до 4 мм -1 м;
-при диаметре электрода свыше 4 мм-0,5 м.
Электроды следует хранить в сухих отапливаемых помещениях при температуре не ниже плюс 15° С в условиях, предохраняющих их от загрязнения, увлажнения и механически повреждений.
Перед применением электроды должны быть просушены или прокалены.
Режим сушки (прокалки) устанавливается в зависимости от типа покрытия и указывается в паспортах или этикетках. Сушка необходима для обеспечения высокого качества шва, т.к. сырые электроды дают непрочный, пористый шов, а перекаленные электроды дают хрупкий гигроскопический шов. Время хранения после сушки должно быть не более 1-2 суток для электродов с фтористо-кальциевым (основным) покрытием, до 3 суток с рутиловым покрытием. По истечении этих сроков покрытие вновь насыщается влагой и требуется повторная прокалка.
При сварке труб применяются электроды типа Э42, Э46, Э42А, Э46А для малоуглеродистой низколегированной стали.
Электроды с рутиловым, органическим покрытием менее чувствительны к атмосферной влажности в отличие от электродов с фтористо-кальциевым покрытием.
Дата добавления: 2016-12-09; просмотров: 3663;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- II.1.2 ПРИМЕРЫ РЕШЕНИЯ ЗАДАЧ
- II.2.2 ПРИМЕРЫ РЕШЕНИЯ ЗАДАЧ
- II.3.2 ПРИМЕРЫ РЕШЕНИЯ ЗАДАЧ
- II.4.2 ПРИМЕРЫ РЕШЕНИЯ ЗАДАЧ
- II.5.2 ПРИМЕРЫ РЕШЕНИЯ ЗАДАЧ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
