ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ И ТЕРМИЧЕСКОЙ РЕЗКИ 11 глава
При поверхностной резке электрод наклоняют к поверхности под углом 5 ... 20° и перемещают, частично погружая его конец в образовавшуюся полость. Широкие канавки выплавляют с поперечными колебаниями электрода в вертикальном положении. Глубина канавки зависит от скорости перемещения дуги и наклона электрода. Глубокие канавки выполняют за несколько проходов. Для прорезания дугой круглых отверстий различного размера электрод устанавливают перпендикулярно к поверхности и возбуждают дугу возможно большей длины.
Для вырезки больших отверстий вначале прорезают маленькое отверстие, несколько отступив внутрь от края реза, а затем рез продолжают, выводя его на края основного отверстия. Особое внимание при дуговой резке следует обращать на предохранение от брызг и капель металла и шлака, которые могут вызвать ожоги и загорания.
Для дуговой резки металлическим электродом используют толстопокрытые электроды, обычно те же, что и для сварки. Род тока зависит от марки электрода. На скорость разделительной резки основное влияние оказывают толщина металла, диаметр электрода и величина тока (табл. 3.6). С увеличением толщины металла скорость резко уменьшается. Для резки угольными или графитовыми электродами используют постоянный ток прямой полярности, так как в этом случае на изделии выделяется больше теплоты. Науглероживание кромок реза затрудняет их последующую механическую резку. Ширина реза больше, чем при использовании металлического электрода. При воздушно-дуговой резке металл расплавляется угольной дугой и выдувается потоком воздуха, подаваемого параллельно электроду под давлением 0,4 ... 0,6 МПа.
| Металл | Толщина, мм | Диаметр электрода, мм | Сила тока, А | |
| Низкоуглеродистая сталь, чугун | ...50 | |||
| Коррозийно-стойкая сталь | ...25 | |||
| Медные сплавы | ... 12 |
При строжке электрод располагают под углом 30 ... 45° к поверхности металла и, перемещая его рабочим концом вперед, несколько углубляют дугу. Глубина канавки зависит от силы тока, скорости резки и угла наклона электрода. Чем круче наклон электрода, тем глубже выплавляемая канавка. При необходимости получения уширенных канавок концу электрода сообщают поперечные колебания. Диаметр электрода выбирают на 2 ... 4 мм меньше ширины выплавляемой канавки.
При разделительной резке электрод располагают под углом 60 ... 90° к поверхности изделия и при повышенной толщине металла перемещают с колебаниями конца электрода от нижней к верхней кромке реза. При резке металла толщиной более 20 мм рекомендуется последовательно выплавлять канавки. При каждом последующем проходе желательно использовать электрод меньшего диаметра. При воздушно-дуговой резке используют постоянный ток обратной полярности. При резке чугуна лучшие результаты дает переменный ток (табл. 3.7). Некоторое применение, например при производстве спирально-шовных труб, находит способ резки дугой, горящей под флюсом. При этом используют повышенные плотности тока.
Сущность и техника дуговой сварки и резки под водой. Сварка и резка под водой возможны в специальных обитаемых камерах (кессонах), когда место сварки свободно от воды. При этом техника сварки не отличается от обычной сварки на воздухе. Однако в большинстве случаев при ремонтных и монтажных работах сварку приходится выполнять непосредственно в воде. В этом случае- сварщик погружается под воду в водолазном скафандре на глубину до 40 м.
6-7162
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
| 3.7. | Режимы воздушно-дуговой резки | ||||
| Резка | Толщина металла, мм | Диаметр угольного электрода, мм | Сила тока, А | ||
| 250. | .270 | ||||
| Поверхностная | 350. | .370 | |||
| 450. | .500 | ||||
| До 10 | 6... 8 | 250. | .350 | ||
| Разделительная | 10... 14 | 8... 10 | 350. | .450 | |
| 14... 25 | 10... 12 | 450. | .550 |
При сварке в воде дуга горит в газовом пузыре, находящемся на торце электрода и образованном за счет испарения и разложения воды, продуктов электродного покрытия, паров металлов. Удержанию газового пузыря на конце электрода способствует козырек, образующийся из-за более медленного расплавления покрытия электрода, которое охлаждается водой. Газовый пузырь непрерывно изменяет свой объем, так как часть газов удаляется на поверхность. Газ пузыря состоит преимущественно из водорода. Это способствует наводороживанию металла шва и образованию в нем пор, снижению его пластичности. Поэтому необходимо предохранять покрытие электродов от насыщения водой.
Влага в покрытии приводит также и к его разрушению, что делает электрод непригодным к работе. Водонепроницаемость покрытия электрода, особенно при работе в морской соленой воде, необходима для уменьшения утечек сварочного тока, которые могут достигать десятков ампер. По этой причине при сварке и резке в воде применяют специальные держатели, изолированные по всей поверхности. Водонепроницаемость покрытию электродов придают пропиткой и покрытием поверхности электрода специальными водонепроницаемыми составами (парафин, раствор целлулоида в ацетоне, бакелитовый лак и т.д.). При удовлетворительном изготовлении электродов дуга горит так же устойчиво, как на воздухе. "Мокрая сварка" может осуществляться механизировано порошковыми проволоками с локальным осушением рабочей зоны - оттеснение
ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ 163
воды из реакционной зоны из мини-бокса осуществляется с помощью углекислого газа или смесью аргона с кислородом. Для сварки используются полуавтоматы.
С увеличением глубины погружения возрастает напряжение дуги и ее проплавляющее действие. Сварка возможна в различных пространственных положениях. Во время работы в воде образуется много мути за счет конденсата паров дуги, что снижает видимость; кроме того, дугу трудно поддерживать ввиду малой устойчивости сварщика, особенно при быстром течении воды. В этих условиях наиболее рациональна сварка опиранием электрода на козырек. По этой же причине наиболее благоприятны угловые швы в нахлесточных и тавровых соединениях, когда кромка шва служит направляющей для перемещения электрода.
При сварке опиранием в нижнем положении электроду придают наклон в сторону перемещения на 60 ... 70° и в вертикальном и потолочном положениях - на 35 ... 40°. Изменяя наклон электрода и скорость его перемещения, регулируют размеры шва. При большом объеме разделки ее заполняют за несколько проходов (табл. 3.8). Наплавленный металл при сварке низкоуглеродистых сталей имеет удовлетворительный химический состав и механические свойства. Однако при сварке закаливающихся сталей свойства сварного соединения понижены из-за подкалки вследствие интенсивного охлаждения водой.
Сварку в воде можно выполнять также плавящимся или вольфрамовым электродом в аргоне или плавящимся электродом в среде защитного газа. В этом случае дуга горит в пузыре, образованном защитным газом на срезе сопла. Сварку вольфрамовым электродом выполняют вручную, а плавящимся электродом - с помощью полуавтоматов. Качество швов при сварке вольфрамовым электродом выше, чем при плавящемся электроде.
3.8. Режимы ручной дуговой сварки под водой
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А | Примечание | |
| 4...6 | 200... | - | ||
| 6... 10 | 250... | - | ||
| Свыше 10 | 220 ... | 1-й слой | ||
| 5... 6 | 300... | 2-й и последующие слои |
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Механизмы подачи присадочной проволоки помещают в водонепроницаемые контейнеры и спускают под воду. Аппаратные ящики располагают над водой. Имеется положительный опыт сварки под водой с использованием плазмы.
Резку под водой можно выполнять двумя способами. При одном способе используют электроды со сплошным металлическим стержнем и водонепроницаемым покрытием. Электроды для резки отличаются от электродов для сварки повышенной толщиной покрытия, составляющего до 30 % массы электрода, обычно специального состава. После возбуждения дуги электрод отклоняют в сторону, противоположную резу, и, надавливая на него, перемещают вниз по кромке. При этом расплавленный металл удаляется давлением дуги и соскабливанием его козырьком покрытия. При достижении нижней кромки электрод быстро возвращают к верхней кромке реза и процесс повторяют.
При плохой видимости резку выполняют образованием ряда отверстий - проколов и разрезкой перемычек между ними. Для образования прокола вертикально расположенным к поверхности электродом возбуждают дугу и, нажимая на электрод, постепенно углубляют его конец в ванну металла, расплавляемого горящей под козырьком дугой, до образования отверстия. Резкой можно удалять дефекты в сварных швах и разделывать трещины. Для этого электрод устанавливают с наклоном на 15 ... 30°.
При выплавке вертикальных трещин процесс ведут сверху вниз. Горизонтальные трещины выплавляют продольными возвратно-поступательными движениями, соскабливая козырьком покрытия расплавленный металл. Недостатком подводной резки является необходимость использования больших токов (500 ... 1000 А) и быстрое снижение скорости резки с возрастанием толщины металла (табл. 3.9).
3.9. Режимы дуговой резки под водой
| Толщина стали, мм | Диаметр электрода, мм | Сила тока, А |
| До 8 | ||
| 8... 15 | ||
| 15 ...30 | ||
| 30... 40 | ||
| 40... 60 | 900... 1000 |
ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ 165
Возможна также механизированная подводная разделительная резка порошковыми проволоками.
При другом способе резки - электрокислородном - процесс основан на нагревании металла теплотой дуги, сжигании его и выдувании продуктов сжигания струей режущего кислорода. При этом плавится и сгорает и сам электрод. Электрод представляет собой цельнотянутую или свернутую из ленты трубку из низкоуглеродистой стали с наружным диаметром 7 ... 10 мм и отверстием диаметром 1,5 ... 4 мм, длиной 350 ... 450 мм. На поверхность трубки наносят влагонепроницаемое покрытие.
Режущий кислород подается к месту реза по внутреннему каналу электрода через держатель, который осуществляет и токоподвод. Резку обычно ведут методом опирания. Для этого после пуска кислорода (если нет специального клапана) возбуждают дугу и перемещают электрод вдоль оси до прорезания металла на всю толщину (табл. 3.10). При небольшой толщине металла электрод можно перемещать и вдоль линии реза. При начале реза не с кромки изделия необходимо прорезать круглое отверстие. Основным недостатком этого способа резки является большой расход электродов.
Сущность и техника сварки дугой, вращающейся в магнитном поле. Интересно применение дуги при перемещении ее специально создаваемым внешним магнитным полем. На рис. 3.68, а показана схема сварки кольцевых стыков труб. Дуга вращается по внутренней поверхности кольцевого медного охлаждаемого водой электрода и по внешней поверхности свариваемых кромок труб. Взаимодействие магнитного поля дуги, создаваемого радиально направленным током и аксиально направленным магнитным полем в зазоре между трубами и электродом, создаваемым внешним электромагнитом, вызывает перемещение дуги. После
3.10. Режимы электрокислородной резки под водой
| Толщина стали, мм | Сила тока, А | Давление кислорода, атм |
| 5 ... 10 | 300 ... 200 | 3... 4 |
| 10... 20 | 320... 340 | 4... 5 |
| 20... 50 | 340... 360 | 5... 6 |
| 50 ... 80 | 360... 375 | 6... 7 |
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
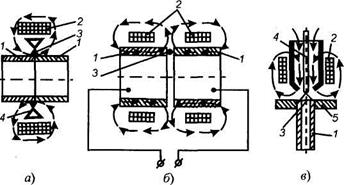
Рис. 3.68. Сварка дугой, вращающейся в магнитном поле:
а - дуга, горящая между неплавящимся электродом и поверхностью трубы;
6 - дуга, горящая между кромками свариваемых труб;
в-дуга, горящая между вольфрамовым электродом и поверхностью изделия:
/ - трубы; 2 - катушка или катушки электромагнитов;
3 - дуга; 4 - электрод; 5 - трубная доска
необходимого разогрева кромок труб происходит их осадка вдоль оси труб. Трубы с толщиной стенки до 1,5 мм собирают без зазора и сваривают без осадки.
При сварке по схеме, представленной на рис. 3.68, б, трубы собирают с определенным зазором. Дуга возбуждается в зазоре между кромками; направление тока дуги совпадает с осью труб. Катушки создают внешние магнитные потоки, направленные встречно, что приводит к созданию в зазоре между трубами радиальной составляющей магнитного поля. Взаимодействие радиальной составляющей с магнитным полем дуги приводит к перемещению дуги по кромкам труб. После их оплавления производят осадку труб вдоль их оси.
Трубы к трубной решетке (рис. 3.68, в) также приваривают дугой, перемещаемой под влиянием совместного взаимодействия продольного магнитного поля и магнитного поля дуги. Анодное пятно дуги находится на вольфрамовом электроде. Скорость перемещения дуги по кромке трубы достигает нескольких метров в секунду, и зрительно создается впечатление горения одной конусной дуги.
В рассмотренных случаях перемещения дуги в магнитном поле ее скорость зависит от величины сварочного тока, напряженности внешнего
КОНТРОЛЬНЫЕ ВОПРОСЫ
магнитного поля, металла изделия и ряда других условий сварки. Используя бегущее магнитное поле, такое же как в статорах электродвигателей переменного тока, можно управлять скоростью вращения дуги.
Контрольные вопросы
1. Перечислите газы, применяемые при газопламенной обработке.
2. Форма и строение газового пламени.
3. Какие металлургические взаимодействия происходят в зоне сварки при газопламенной обработке?
4. Какие структурные превращения происходят в металле шва и околошовной зоне при газовой сварке?
5. Техника газовой сварки.
6. Сущность и техника газовой резки.
7. Сущность и техника ручной дуговой сварки покрытыми электродами.
8. Каковы приемы и последовательность сварки швов и заполнения разделки?
9. Назовите способы повышения производительности ручной дуговой сварки покрытым электродом.
10. Сущность и техника сварки угольным электродом без защиты.
11. Сущность дуговой сварки под флюсом.
12. Какое влияние оказывают параметры режима сварки под флюсом на форму и размеры шва?
13. Техника автоматической сварки под флюсом.
14. Защитные газы и их назначение при дуговой сварке.
15. Сущность и техника сварки в защитных газах неплавящимся электродом.
16. Сущность и техника сварки в защитных газах плавящимся электродом.
17. Сущность и техника сварки порошковыми проволоками.
18. Сущность и техника сварки и резки плазменной струей.
19. Сущность и техника электронно-лучевой и лазерной сварки.
20. Сущность электрошлаковой сварки.
21. Техника электрошлаковой сварки.
22. Сущность и техника дуговой резки.
23. Сущность и техника дуговой сварки и резки под водой.
Глава 4
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ И ТЕРМИЧЕСКОЙ РЕЗКИ
Дата добавления: 2016-11-29; просмотров: 1646;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- II. ОБОРУДОВАНИЕ ЗАЛА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
