Характеристики термических источников КПЭ
| Термический источник | Предельная концентрация мощности, Вт/см2 | Физический носитель | Область технологического применения |
| Газовое пламя | 8·102 | Струя раскаленного газа T ≈ 3500 К | Разрезка, сопутствующий подогрев. Максимальная толщина до 3 мм |
| Дуговая плазма | 6·103 | Газ и пары металла, ионизированные электрическим разрядом | Разрезка (до 3 мм), сварка, термообработка, наплавка |
| Электронный луч | 105 | Пучок электронов в вакууме | Разрезка, сварка (до 20 мм / проход), термообработка, наплавка |
| Непрерывный лазерный луч | 109 | Пучок фотонов в атмосфере | Сварка (до 10 мм / проход), термообработка, наплавка, испарение пленок |
| Импульсный лазерный луч | 1010 | Пучок фотонов в атмосфере | Испарение пленок, сверление отверстий, аморфизация поверхности, ударное упрочнение |
Лазерная обработка основана на использовании монохроматического электромагнитного излучения, генерируемого лазером, которое концентрируется с помощью оптической системы на обрабатываемой поверхности заготовки, вызывая нагрев, плавление, испарение или взрывное разрушение материала (рис. 21.6). Обработка лазерным лучом может осуществляться в воздухе, вакууме или в газовой среде в виде одиночных или серийных импульсов заданной формы с определенной длительностью, частотой следования и пиковой мощностью, а также в виде непрерывного (или квазинепрерывного, модулированного с частотой 5–50 кГц) излучения с заданной средней мощностью.
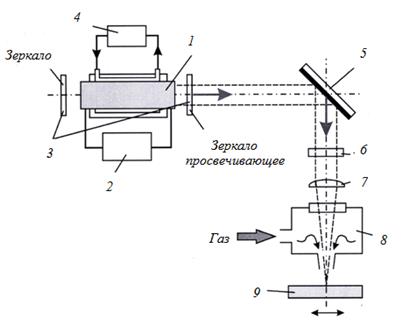
Рис. 21.6. Схема установки для лазерной обработки:
1 – активная среда; 2 – система накачки активной среды; 3 – резонатор;
4 – система охлаждения; 5 – зеркало; 6 – заслонка; 7 – фокусирующая система;
8 – система подачи газа; 9 – обрабатываемая деталь
В зоне локализации излучения форма и диаметр светового пятна изменяются от единиц до сотен микрометров и, в зависимости от температуры и давления, развиваемых на поверхности материала, возможно осуществление различных технологических операций: прошивки отверстий, удаления припуска, скрайбирования (маркировки), сварки, термообработки.
Для технологических целей используются твердотельные и газовые лазеры. Оборудование на базе твердотельных лазеров предпочтительнее использовать для обработки прецизионных деталей с малой площадью, а использование более мощных газовых лазеров непрерывного излучения целесообразно при обработке больших участков поверхностей.
Промышленность использует лазерные установки – полуавтоматы, лазерные станки с программным управлением, лазерные автоматизированные технологические комплексы, различающиеся схемой перемещения материала относительно лазерного луча.
Лазерное оборудование на базе твердотельных лазеров в основном используется для прецизионной обработки: прошивки отверстий в различных материалах (в керамике, ситалле, феррите, рубине); прецизионной резки, маркировки и скрайбирования.
Для процессов разделения материалов используется лазерное излучение, как с непрерывной, так и с импульсной генерацией на базе твердотельных и газовых лазеров; при этом более высокую производительность имеют технологические установки на базе газовых лазеров непрерывного излучения.
Лазерную разрезку целесообразно применять при раскрое листов из сталей, титановых сплавов и цветных металлов толщиной 4–10 мм, неметаллических материалов (фанера, картон, ткани, резины, пластмассы) и при обработке заготовок сложного профиля. При этом скорости разрезания достигают десятков метров в минуту при толщине материала до 2 мм и 1–2 м/мин – при толщине материала 10–20 мм. На установках для разрезки можно производить также разметку и маркировку листовых металлических материалов.
Управляя интенсивностью лазерного облучения, можно реализовать различные процессы в поверхностном слое обрабатываемого материала: нагрев до температур, не превышающих температуру плавления, но достаточных для структурно-фазовых превращений; нагрев до температур, превышающих температуру плавления, но ниже температуры испарения; интенсивное испарение поверхности.
Эффекты, которые возникают в поверхностном слое обрабатываемого материала, подразделяются на три группы: 1 группа – лазерная обработка без оплавления материала, обеспечивающая термоупрочнение, отпуск, отжиг; 2 группа – лазерная обработка с оплавлением, обеспечивающая термоупрочнение, аморфизацию, поверхностное микролегирование и наплавку; 3 группа – лазерная обработка с испарением обрабатываемого материала.
Электронно-лучевая обработка основана на ускорении и фокусировании в узкий пучок электронов, излучаемых катодом, в глубоком вакууме мощным электрическим полем, при последующем их направлении на обрабатываемую деталь-анод. Физическая сущность процесса электронно-лучевой обработки состоит в концентрации и преобразовании кинематической энергии электронов в тепловую энергию, благодаря чему возможна обработка небольших отверстий, щелей размерами до нескольких десятков микрон. Её применяют для получения микроотверстий в прецизионных деталях радиоэлектронной промышленности, в охлаждаемых лопатках турбин, в особо чистых материалах, для которых недопустим контакт с воздухом, при изготовлении сеток в листовом материале.
Для формирования электронного пучка используют специальные устройства, называемые генераторами электронного луча (электронная пушка) (рис. 21.7).
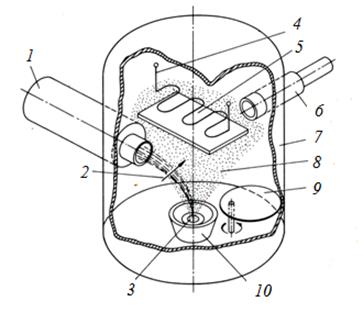
Рис. 21.7. Принципиальная схема установки для электронно-лучевой обработки:
1 – электронная пушка; 2 – магнитное поле; 3 – испаряющее пятно сконцентрированного электронного пучка; 4 – нагреватель заготовки; 5 – обрабатываемая заготовка;
6 – вакуумная система; 7 – корпус установки; 8 – поток испаряемого пара;
9 – бленда (затвор); 10 – охлаждаемый тигель с веществом, подлежащим испарению
Обработка электронным лучом обычно выполняется в высоком вакууме. Это связано с необходимостью исключения взаимодействия генерируемых электронов с молекулами и атомами воздушной среды, приводящего к дисперсии электронного луча и заметному снижению концентрации его энергии.
Поэтому размеры технологической камеры установки должны быть соизмеримы с длиной пробега управляемых свободных электронов. Длина пробега свободных электронов λe может быть рассчитана по формуле
λe =1 / (π · n · σ), (21.1)
где n – молекулярная газовая концентрация (число молекул на единице объема); σ – размер полезной площади сечения газовой ионизации молекулы летящими электронами.
Согласно формуле (21.1) длина пробега электронного луча до обработанной поверхности определяется величиной остаточного давления, как показано в таблице 21.2.
Таблица 21.2
| P, Па | 1,01 · 105 | 1,33 | 1,33 · 10–2 | |
| λe, м | 3,5 · 10–7 | 2,66 · 10–4 | 2,66 · 10–2 | 2,66 |
Таким образом, в зависимости от величины давления в камере установки величина допустимого давления остаточных газов может колебаться в пределах 10–1–10–2 Па.
Сконцентрированный поток электронов является идеальным инструментом для тепловой обработки металлов. Преимущества электронно-лучевой обработки по сравнению с обработкой лазерным лучом состоят в достижении более высокого коэффициента полезного действия (0,9–0,98) и возможности эффективного управления мощностью, распределением плотности теплового потока в пятне нагрева и т. д. Технологические возможности электронно-лучевой обработки являются главной причиной ее широкого применения в промышленности для плавления, сварки, размерной обработки тугоплавких металлов.
21.6. Комбинированные процессы обработки
Комбинированные процессы абразивно-электрохимической обработкиосуществляют путем совмещения микрорезания абразивными (алмазными, эльборовыми) зернами и анодного (электрохимического) растворения. Анодное растворение металла заготовки уменьшает толщину срезаемых микростружек и сокращает зону механического контакта круга-инструмента и заготовки. Электрохимические процессы, кроме того, снижают сопротивление металла резанию за счет адсорбционного уменьшения прочности поверхностных микрослоев.
К комбинированным методам обработки относят абразивно-электрохимическую, абразивно-электроэрозионную, ультразвуковую электрохимическую, электро-эрозионно-химическую, анодно-механическую, плазменно-механическую, лазерно-механическую. Класс процессов комбинированной обработки непрерывно расширяется.
Процессы абразивно-электрохимической обработкиосуществляют при напряжении Up = 5–10 В (при обработке с автономным электродом Up = 24 В) и плотности тока 1500–150 000 А/мм2. В качестве рабочей среды чаще всего используют нитрат-нитритные растворы, содержащие для уменьшения коррозионной активности различные пассивирующие добавки (соду, глицерин, триэтаноламин и т. п.). На серийно выпускаемых станках применяется электролит, содержащий 50–60 г/л нитрата натрия, 4–5 г/л нитрита натрия, 4–5 г/л карбоната натрия и 10–20 г/л глицерина.
Абразивно-электрохимическая обработка применяется при плоском торцовом шлифовании деталей из твердых, магнитных, жаропрочных сталей и сплавов; плоском и круглом шлифовании тонкостенных, нежестких деталей; профильном шлифовании; шлифовании вязких материалов без образования заусенцев и т. п.
Конкурирующим процессом является абразивно-электроэрозионная обработка. При абразивно-электроэрозионной обработке съем металла осуществляют микрорезанием в условиях непрерывного электроэрозионного воздействия на рабочую поверхность круга-инструмента. Электрические разряды, генерируемые либо непосредственно между заготовкой и инструментом, либо между инструментом и специальным дополнительным электродом, обеспечивают вскрытие новых рабочих абразивных зерен, удаление стружки с поверхности инструмента (отсутствие эффекта «засаливания» поверхности круга) и разрушение стружки в объеме рабочей зоны. Однако в отличие от абразивно-электрохимической обработки электроэрозионные процессы носят упорядоченный характер; их интенсивность может регулироваться в достаточно широких пределах, что обеспечивает значительное повышение и стабилизацию во времени режущей способности инструмента, повышение в десятки раз периода его стойкости, снижение затрат мощности на трение.
При абразивно-электроэрозионной обработке в качестве рабочей среды применяют обычные станочные СОТС или 3%-ный раствор соды. Шлифовальный токопроводящий круг (алмазный, эльборовый, абразивный круги на металлических связках) подключают к положительному, а деталь – к отрицательному полюсу источника импульсного напряжения. Для абразивно-электроэрозионной обработки серийно выпускаются заточные, плоско-, внутри- и круглошлифовальные станки. Кроме того, процесс может быть реализован на обычных шлифовальных станках при условии их дооснащения токоподводящими элементами, токоизолирующей планшайбой и источниками питания.
Сущность процессов плазменно-механической обработкизаключается в резании с плазменным прогревом срезаемого слоя с целью его разупрочнения. Применяется при черновой обработке труднообрабатываемых материалов на токарных, токарно-карусельных, строгальных станках. Позволяет повысить производительность обработки в 1,5–10 раз (в зависимости от материала), стойкость режущего инструмента в два-пять раз. В качестве плазмообразующего газа используются воздух, аргон, азот, смесь аргона с азотом. Мощность используемых установок для плазменной резки до 100–120 кВт.
В настоящее время лазерно-механическую обработкуиспользуют для повышения эффективности механической обработки, в частности процессов штамповки и разрезки изделий сложной формы, обработки резанием. Лазерное излучение выполняет двоякую роль. Если лазерное воздействие используют для термического разупрочнения слоя металла непосредственно перед обработкой и повышения производительности резания, то лазерно-механическая обработкаявляется конкурентом стандартных процессов резания. Если лазерное воздействие используют для окончательного формирования размеров детали (например, паза после фрезерования концевой фрезой), то лазерно-механическая обработкаповышает точность и качество обработки.
В настоящее время выпускается оборудование на основе процессов лазерно-механической обработки, сочетающее лазерную разрезку с механической штамповкой и вибрационной высечкой, фрезерно-лазерные станки и т. д. Эффективность обработки на комбинированном оборудовании существенно увеличивается при одновременном повышении качества и точности обработки.
21.7. Нетрадиционные методы обработки
Нетрадиционные методы обработки основаны на удалении припуска путем использования энергии воды или водоабразивной смеси, воздействующей на поверхность при высоких давлениях или формировании изделий путем наращивания их поверхностей до размеров, предусмотренных конструктором в чертежах.
Под водоструйной обработкой понимают резание струей воды или водоабразивной смесью, истекающей под давлением 400–600 МПа из сопла диаметром 0,1–0,2 мм со скоростью до 1000 м/с.
Наибольшее распространение в промышленности получила водоабразивная обработка, которая осуществляется смесью мелкодисперсных абразивных зерен и воды (рис. 21.8). Кинетическая энергия водяной струи передается частицам абразива, которые срезают микростружки с обрабатываемой поверхности. При этом практически полностью отсутствует тепловое и силовое воздействие на заготовку, получается недеформируемая поверхность резания без заусенцев и искажений структуры металла.
На водоструйных установках можно разрезать листовой материал, вырезая точные прямые углы, пробивать небольшие отверстия, прорезать узкие пазы и выполнять близко расположенные профили (в том числе в неэлектропроводящих материалах). Процесс обработки можно начинать в любой точке поверхности изделия. Сравнительно небольшая ширина резания (0,1–0,3 мм при резании водой и 1–1,5 мм при резании водоабразивной струей) обеспечивает экономию материала и снижение энергозатрат. Процессы отличаются гибкостью, экологической безопасностью, их чаще используют при выполнении индивидуальных заказов, требующих быстрой переналадки оборудования.
Водоабразивная обработка достаточно широко используется при разрезке листового материала, при обработке для улучшения качества поверхностного слоя, при прорезании пазов различного профиля и назначения. Водоабразивное резание производят смесью воды и мелкодисперсного абразивного порошка, истекающей под давлением 400 МПа из сопла диаметром 0,1–0,2 мм со скоростью до 1000 м/с.
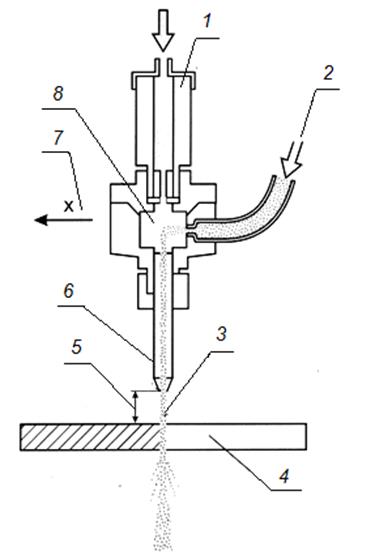
Рис. 21.8. Принципиальная схема и устройство установки
для водоабразивной обработки поверхностей:
1 – система подачи воды (давление 400 МПа и выше); 2 – система подачи абразивного порошка (SiC, Al2O3); 3 – водоабразивная смесь; 4 – обрабатываемая поверхность
заготовки; 5 – расстояние от сопла установки до обрабатываемой поверхности;
6 – выходное сопло установки; 7 – направление перемещения сопла относительно
обрабатываемой поверхности; 8 – камера смешивания абразивного порошка
с жидкостью
В стандартных водоабразивных установках (см. рис. 21.8) система, создающая давление жидкости (обычно воды) 1, включает гидропомпу низкого давления и усилитель, поддерживающий давление воды в пределах 250–400 МПа. Вода под давлением pJ прокачивается через трубку из твердого сплава высокой износостойкости, имеющую диаметр порядка 1 мм, и соединяется с системой смешивания 8. Благодаря инжекции на входе в трубку абразивного порошка, который «подсасывается» из специального бункера 2, происходит его смешивание с жидкостью. Смесь под давлением порядка 350–450 МПа и скоростью до 900–1200 м/с подается на обрабатываемую поверхность 4 заготовки. Кинетическая энергия водяной струи передается частицами абразива, которые срезают микростружки с обрабатываемой поверхности. При этом практически полностью отсутствует тепловое и силовое воздействие на поверхность заготовки, получается недеформируемая поверхность резания без заусенцев и искажений структуры металла, что позволяет формировать высококачественные геометрические и физико-механические параметры приповерхностных слоев обработанной детали.
Наиболее важными параметрами водоабразивной обработки, оказывающими сильное влияние на производительность и качество обработки, являются: расстояние от выходного сопла установки до обрабатываемой поверхности dn, скорость перемещения сопла Vf, угол расположения сопла установки относительно обрабатываемой поверхности αJ, давление жидкости, подаваемой в инжекторную камеру pJ.
Для водоабразивных процессов обработки чрезвычайно важным является конструкция смешивающей головки. Наиболее оптимальной по конструктивным параметрам является смешивающая головка, базирующаяся на системе впрыска.
Оценки различных методов резания листовых материалов (по данным фирмы Flow) приведены в таблице 21.3.
Таблица 21.3
Дата добавления: 2016-11-04; просмотров: 1937;
Поиск по сайту
Узнать еще
- II. Физические характеристики участников коммуникации
- U – образные и рабочие характеристики синхронного двигателя
- U – образные характеристики синхронного генератора
- U-образные характеристики
- XIII. ЭНЕРГЕТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
- Амплитудо-частотная и фазо - частотная характеристики усилителя .
- Анализ динамики, состава и структуры источников формирования капитала предприятия
- Аналоговые усилители. Классификация. Основные характеристики и параметры усилителей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
