И полимерных материалов, электро-физико-химические и нетрадиционные методы обработки
19. Технология изготовления деталей
методом порошковой металлургии
19.1. Технологический процесс получения деталей методом
порошковой металлургии
Порошковой металлургией называют область техники, охватывающую совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента.
Среди имеющихся разнообразных способов обработки металлов порошковая металлургия занимает особое место, так как позволяет создавать не только изделия различных форм и назначений, но и принципиально новые материалы, которые другим путем получить или очень трудно, или невозможно. Такие материалы могут обладать уникальными свойствами, в ряде случаев существенно повышаются экономические показатели производства. При этом способе практически в большинстве случаев коэффициент использования материала составляет около 100 %.
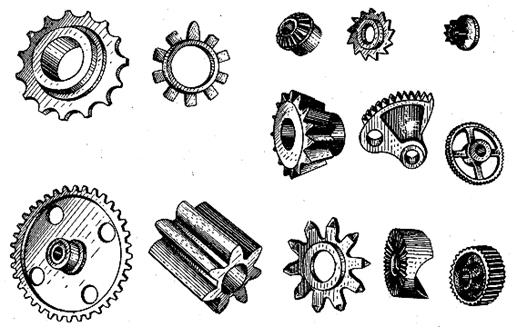
Рис. 19.1. Детали, полученные методом порошковой металлургии
Порошковая металлургия находит широчайшее применение для различных условий работы деталей изделий. Методами порошковой металлургии изготовляют изделия, имеющие специальные свойства: антифрикционные детали узлов трения приборов и машин (втулки, вкладыши, опорные шайбы и т. д.), конструкционные детали (шестерни, кулачки и др.), фрикционные детали (диски, колодки и др.), инструментальные материалы (резцы, пластины резцов, сверла и др.), электротехнические детали (контакты, магниты, ферриты, электрощетки и др.) для электронной и радиотехнической промышленности, композиционные (жаропрочные и др.) материалы (рис. 19.1).
Рис. 19.2. Схема технологического процесса получения заготовки
методом порошковой металлургии
Типовая технология производства заготовки изделий методом порошковой металлургии (рис. 19.2) включает четыре основные операции: 1) получение порошка исходного материала; 2) формование заготовок; 3) спекание и 4) окончательную обработку. Каждая из указанных операций оказывает значительное влияние на формирование свойств готового изделия.
19.2. Получение порошка исходного материала
В настоящее время используют большое количество методов производства металлических порошков, что позволяет варьировать их свойства, определяет качество и экономические показатели.
Возможность применения порошка для изготовления конкретных изделий определяется его свойствами, которые зависят от метода получения и природы металла порошка. Металлические порошки характеризуются технологическими, физическими и химическими свойствами.
К технологическим свойствамотносятся:
· насыпная плотность, представляющая собой массу единицы объема свободно насыпанного порошка;
· относительная плотность – отношение насыпной плотности и плотности металла в беспористом состоянии;
· текучесть – способность порошка заполнять определенную форму, выражающаяся через число граммов порошка, протекающего за 1 с через воронку с диаметром выходного отверстия (носика воронки) 2,5 мм;
· прессуемость – способность порошка под давлением сжимающих усилий образовывать заготовку заданной формы и размеров (формуемость) с минимально допустимой плотностью (уплотняемость);
· спекаемость – прочность сцепления частиц как результат термической обработки прессованных заготовок.
Высокая текучесть порошка обеспечивает хорошее заполнение полости пресс-формы и особенно важна при автоматическом прессовании. Тонкие порошки обладают худшей текучестью, чем более грубые. Ухудшают текучесть увеличение шероховатости и повышение влажности.
Формуемость порошков зависит от состояния поверхности. Увеличение шероховатости, как правило, улучшает формуемость.
Уплотняемость зависит главным образом от пластичности частиц и в меньшей степени от их размеров, но с повышением степени дисперсности порошков их уплотняемость ухудшается. Пластичность металлических частиц обычно оценивают по их микротвердости.
Спекаемость порошков определяют по величине усадки в процессе стандартного спекания либо по прочности на изгиб опытных образцов.
К физическим характеристикам порошков относятся форма и размер частиц порошков. Они могут резко различаться по форме (от нитевидных до сферических) и размерам (от долей до сотен и даже тысяч микрометров). Размеры частиц порошка обычно составляют 0,1–100 мкм. Фракции порошков размерами более 100 мкм называют гранулами, менее 0,1 мкм – пудрой.
Чем мельче частицы, тем больше суммарная поверхность материала, тем больше силы взаимодействия. Частицы порошков обладают весьма высокой химической активностью, что выражается в способности адсорбировать значительное количество газов или легко окисляться. Эти свойства ведут к ухудшению технологических свойств порошка и снижению качества готовых изделий.
Действительная плотность порошковой частицы в значительной мере зависит от наличия примесей, закрытых пор, дефектов кристаллической решетки и других причин и отличается от теоретической. Плотность определяют в приборе – пикнометре, представляющем собой колбочку определенного объема, которую сначала на ⅔ объема заполняют порошком, а после взвешивания дозаполняют жидкостью, смачивающей порошок и химически инертной к нему. Затем снова взвешивают порошок с жидкостью и по результатам взвешиваний находят массу порошка в жидкости и занимаемый им объем. Деление массы на объем позволяет вычислить пикнометрическую плотность порошка. Наибольшее отклонение плотности порошковых частиц от теоретической плотности наблюдают у восстановленных порошков из-за наличия остаточных окислов, микропор, полостей.
Микротвердость порошковой частицы характеризует ее способность к деформированию. Способность к деформированию в значительной степени зависит от содержания примесей в порошковой частице и от дефектов кристаллической решетки. Для измерения микротвердости в шлифованную поверхность частицы вдавливают алмазную пирамиду с углом при вершине 136° под действием нагрузки порядка 0,5–200 г.
Условно различают два способа изготовления металлических порошков: физико-механический и химико-металлургический.
При физико-механическом способе изготовления порошков превращение исходного материала в порошок происходит путём механического измельчения в твердом или жидком состоянии без изменения химического состава исходного материала. К физико-механическим способам относят дробление и размол, распыление, грануляцию и измельчение материала резанием. Механическое измельчение наиболее целесообразно применять для таких хрупких металлов и сплавов на их основе, как кремний, сурьма, хром, марганец, ферросплавы, сплавы алюминия с магнием. Размол вязких пластичных металлов (медь, алюминий и др.) затруднен, и для получения порошков из таких металлов наиболее целесообразно использование в качестве сырья отходов, образующихся при обработке металлов (стружка, обрезка и др.).
Для грубого размельчения используют щековые, валковые и конусные дробилки и бегуны; при этом получают частицы размером 1–10 мм, которые являются исходным материалом для тонкого измельчения, обеспечивающего производство требуемых металлических порошков. Исходным материалом для тонкого измельчения может быть и стружка, получаемая при точении, сверлении, фрезеровании и других операциях обработки резанием.
Окончательный размол полученного материала проводится в шаровых вращающихся, вибрационных или планетарных центробежных, вихревых и молотковых мельницах.
Шаровая мельница используется для получения относительно мелких порошков с размером частиц от нескольких единиц до десятков микрометров. В мельницу загружают размольные тела (стальные или твердосплавные шары) и измельчаемый материал. В случае скольжения шаров по внутренней поверхности вращающегося барабана материал истирается между стенкой барабана и внешней поверхностью массы шаров, ведущей себя как единое целое. При увеличении частоты вращения шары поднимаются и скатываются по наклонной поверхности и измельчение происходит между поверхностями трущихся шаров. Рабочая поверхность истирания в этом случае во много раз больше, и поэтому происходит более интенсивное истирание материала, чем в первом случае. При большей частоте вращения шары поднимаются до наибольшей высоты и, падая вниз, производят дробящее действие, дополняемое истиранием материала между перекатывающимися шарами. Это наиболее интенсивный размол. При дальнейшем увеличении частоты вращения шары вращаются вместе с барабаном мельницы, а измельчение при этом практически прекращается.
Применение шаровых мельниц для размола пластичных металлов неэффективно, так как они в таких мельницах расплющиваются. Их измельчают в вихревой мельнице, в загрузочной камере которой вращается в противоположные стороны 2 пропеллера со скоростью 3000 об/мин. При этом создаются сильные вихревые потоки воздуха (или инертной среды), сталкивающие зерна между собой или со стенками камеры. В результате образуются частицы тарельчатой формы, которые удаляются через отверстия в верхней части камеры.
Наиболее дешевые сорта средних и тонких порошков из легированной и углеродистой стали и других сплавов получают распылением сильными струями воды (сжатого воздуха или пара). В электропечи готовят расплав нужного состава, который поступает на быстро вращающееся распылительное устройство, через отверстия в котором под низким давлением вытекает вода, разбрызгивающая струю жидкого металла. Образующийся порошок обезвоживают, сушат и отжигают. Частицы порошка имеют форму, близкую к сферической.
При химико-металлургическом способе изменяется химический состав или агрегатное состояние исходного материала. Основными методами при химико-металлургическом производстве порошков являются: восстановление окислов, электролиз металлов, термическая диссоциация карбонильных соединений.
Медные, никелевые и кобальтовые порошки легко получают восстановлением окислов этих металлов, так как они обладают низким сродством к кислороду. Сырьем для производства порошков этих металлов служат оксиды Cu2O, CuO, NiO, Co2O3, Co3O4 либо окалина от прокaта проволоки, листов и т. д. Восстановление проводят в муфельных или в трубчатых печах водородом, диссоциированным аммиаком или конвертированным природным газом. Температура восстановления сравнительно низкая: меди – 400–500 °С, никеля – 700–750 °С, кобальта – 520–570 °С. Длительность процесса восстановления 1–3 ч при толщине слоя окисла 20–25 мм. После восстановления получают губку, которая легко растирается в порошок.
Порошок вольфрама получают из вольфрамового ангидрида, являющегося продуктом разложения вольфрамовой кислоты Н2WO4 (прокаливание при 700–800 °С) или паравольфрамата аммония 5(Na4)2O·12WO3·11H2O (разложение при 300 °С и более). Восстановление проводят либо водородом при температуре 850–900 °С, либо углеродом при температуре 1350–1550 °С в электропечах.
Методом восстановления получают также порошки молибдена, титана, циркония, тантала, ниобия, легированных сталей и сплавов.
Электролиз наиболее экономичен при производстве химически чистых порошков меди. Физическая сущность электролиза состоит в том, что при прохождении электрического тока водный раствор или расплав соли металла, выполняя роль электролита, разлагается, металл осаждается на катоде, где его ионы разряжаются:
Ме++ ne– = Me.
Сам процесс электрохимического превращения происходит на границе электрод (анод или катод) – раствор. Источниками ионов выделяемого металла служат, как правило, анод, состоящий из этого металла, и электролит, содержащий его растворимое соединение. Такие металлы, как никель, кобальт, цинк, выделяются из любых растворимых в воде однородных плотных зернистых осадков. Серебро и кадмий осаждаются из простых растворов в форме разветвленных дендритов, а из растворов цианистых солей – в виде плотных осадков. Размеры частиц осаждаемого порошка зависят от плотности тока, наличия коллоидов и поверхностно-активных веществ. Очень большое влияние на характер осадков оказывает чистота электролита, материал электрода и характер его обработки.
Карбонильный процесс. Карбонилы – это соединения металлов с окисью углерода Me(CO)C, обладающие невысокой температурой образования и разложения. Процесс получения порошков по этому методу состоит из двух главных этапов:
1) получение карбонила из исходного соединения:
MenXm+cCO=mX+Men(CO)c;
2) образование металлического порошка:
Меn(СО)с= nМе+сСО.
Основными требованиями к таким соединениям являются их летучесть и небольшие температуры образования и термического разложения (кипения или возгонки). На первой операции – синтеза карбонила – отделение карбонила от ненужного вещества достигается благодаря летучести карбонила. На втором этапе происходит диссоциация (разложение) карбонила путем его нагрева.
Для синтеза карбонилов используют металлосодержащее сырье: стружку, обрезки, металлическую губку и т. п.
Этим методом получают порошки железа, никеля, кобальта, хрома, молибдена, вольфрама.
19.3. Формование заготовок
Целью формования порошка является придание заготовкам из порошка формы, размеров, плотности и механической прочности, необходимых для последующего изготовления изделий. Формование включает следующие операции: отжиг, классификацию, приготовление смеси, дозирование и формование.
Отжиг порошков применяют с целью повышения их пластичности и прессуемости за счет восстановления остаточных окислов и снятия наклепа, полученного при измельчении исходных материалов. Нагрев осуществляют в защитной среде (восстановительной, инертной или вакууме) при гомологической температуре, равной 0,4–0,6. Наиболее часто отжигают порошки, полученные механическим измельчением, электролизом и разложением карбонилов.
Классификация порошков – это процесс разделения порошков по величине частиц. Порошки с различной величиной частиц используют для составления смеси, содержащей требуемый процент каждого размера. Классификацию частиц размером более 40 мкм производят в проволочных ситах. Если свободный просев затруднен, то применяют протирочные сита. Более мелкие порошки классифицируют на воздушных сепараторах.
Приготовление смесей. В производстве для изготовления изделий используют смеси порошков разных металлов. Смешивание порошков является одной из важных операций. Она необходима для обеспечения однородности смеси, от которой зависят конечные свойства изделий. Наиболее часто применяют механическое смешивание компонентов в шаровых мельницах и смесителях. Соотношение шихты и шаров по массе 1 : 1. Смешивание сопровождается измельчением компонентов. Смешивание без измельчения проводят в барабанных, шнековых, лопастных, центробежных, планетарных, конусных смесителях и установках непрерывного действия.
Равномерное и быстрое распределение частиц порошков в объеме смеси достигается при близкой по абсолютной величине плотности смешиваемых компонентов. При большой разнице абсолютной величины плотностей наступает расслоение компонентов. В этом случае полезно применять раздельную загрузку компонентов по частям: сначала более легкие с каким-либо более тяжелым, затем остальные компоненты. Смешивание лучше происходит в жидкой среде, что не всегда экономически целесообразно из-за усложнения технологического процесса.
В процессе смешивания добавляют различные технологические присадки:
· пластификаторы – вещества, смачивающие поверхность частиц (парафин, стеарин, олеиновая кислота, графит и др.). Они должны удовлетворять следующим требованиям: обладать высокой смачивающей возможностью, выгорать при нагреве без остатка, легко растворяться в органических растворителях. Раствор пластификатора обычно заливают в перемешиваемый порошок, затем смесь сушат для удаления растворителя. Высушенную смесь просеивают через сито;
· склеивающие вещества – для улучшения формуемости (глицерин, некоторые коллоиды и др.);
· присадки,активизирующие процесс спекания или обеспечивающие заданную пористость.
Дозирование – это процесс отделения определенных объемов смеси порошка. Различают объемное дозирование и дозирование по массе. Объемное дозирование используют при автоматизированном формовании изделий. Дозирование по массе – наиболее точный способ, этот способ обеспечивает одинаковую плотность формования заготовок.
Cуществует несколько способов формования заготовок из порошков:
· холодным или горячим прессованием в пресс-форме, полость которой соответствует форме и размерам, с учетом припусков, будущего изделия;
· изостатическим – в эластичной или деформируемой оболочке в результате всестороннего сжатия в условиях нормальных или повышенных температур;
· импульсным (динамическим) – при котором уплотнение производится ударными волнами в интервале времени, не превышающем 1 с;
· мундштучным – продавливанием через отверстие, соответствующее по форме и размерам поперечному сечению порошковой формовки;
· шликерным – заполнением суспензией металлических порошков – шликером – пористой формы, обеспечивающей удаление лишней жидкости;
· прокаткой порошковв прокатном стане или штамповкой;
· экструзией порошков.
Формование изделий путем холодного прессования осуществляется под большим давлением (30–1000 МПа) в металлические формы. Обычно используются закрытые пресс-формы. Смесь порошков свободно засыпается в полость матрицы, объемная дозировка регулируется ходом нижнего пуансона. Прессование может быть одно- или двухсторонним в зависимости от отношения высоты детали к ее диаметру (поперечному размеру) (рис. 19.3).
Для формования и калибрования используется прессовое оборудование с механическим, гидравлическим или пневматическим приводом.
Полученная прессовка имеет размер и форму готового изделия, а также достаточную прочность для перегрузки и транспортировки к печи для спекания.
При прессовании в стальной пресс-форме, происходящем в закрытом объеме, возникает сцепление частиц и получают заготовку требуемых формы и размеров. Изменение объема происходит в результате смещения и деформации отдельных частиц, что связано с заполнением пустот между частицами порошка и заклиниванием – механическим сцеплением частиц. У пластичных материалов деформация вначале возникает у приграничных контактных участков малой площади под действием огромных напряжений, а затем распространяется вглубь частиц.
У хрупких материалов деформация проявляется в разрушении выступов частиц.
При перемещении частиц порошка в пресс-форме возникает давление порошка на стенки. Это давление меньше давления со стороны сжимающего порошок пуансона из-за трения между частицами и боковой стенкой пресс-формы и между отдельными частицами. Величина давления на боковые стенки зависит от трения между частицами и стенкой пресс-формы и равна 25–40 % вертикального давления пуансона. Из-за трения на боковых стенках по высоте изделия вертикальная величина давления получается неодинаковой: у пуансона наибольшей, а у нижней части – наименьшей. По этой причине невозможно получить по высоте отпрессованной заготовки равномерную плотность. Неравномерность плотности по высоте особенно заметна в тех случаях, когда высота больше минимального поперечного сечения.
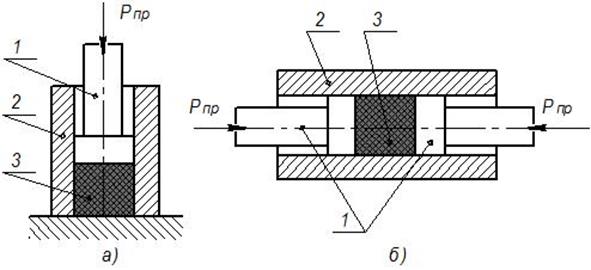
Рис. 19.3. Схема одностороннего (а) и двухстороннего (б) прессования в пресс-форме:
1 – пуансон; 2 – пресс-форма; 3 – прессуемый порошок
Для получения более качественных изделий после прессования и более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее соли, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента.
При выталкивании изделия из пресс-формы из-за упругого увеличения ее поперечных размеров размеры изделия несколько превышают размеры поперечного сечения матрицы. Величина изменения размеров зависит от величины зерен и материала порошка, формы и состояния поверхности частиц, содержания окислов, механических свойств материала, давления прессования, смазки, материала матрицы и пуансона и других параметров.
Одностороннее прессование (рис. 19.3, а) применяют для прессуемых изделий с соотношением высоты Н к наименьшему размеру поперечного сечения d:
H/d = 2–3.
Если это соотношение больше 3, но меньше 5, то применяют схему двухстороннего прессования (рис. 19.3, б); при большем соотношении размеров применяют другие методы.
Прессование сложных изделий, т. е. изделий с неодинаковыми размерами в направлении прессования, связано с трудностями обеспечения равномерной плотности спрессованного изделия в различных сечениях. Эту задачу решают путем применения нескольких пуансонов, через которые прикладывают к порошку различные усилия. Иногда при изготовлении изделий сложной формы предварительно прессуют заготовку, а затем придают ей окончательную форму при повторном обжатии – прессовании и спекании.
При прессовании кроме стальных пресс-форм – основного инструмента производства, используют гидравлические универсальные или механические прессы; для прессования сложных изделий – специальные многоплунжерные прессовые установки.
Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства и составляет ≈ (3–5)σТ материала порошка.
Изостатическое прессование – это прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью, прессование называют гидростатическим (рис. 19.4). При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем после вакуумирования и герметизации помещают ее в сосуд, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных пресс-формах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получают цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Недостатками гидростатического прессования являются невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
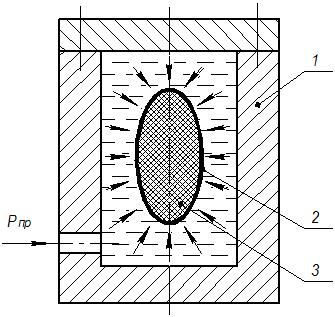
Рис. 19.4. Схема гидростатического прессования:
1 – герметизированная камера; 2 – эластичная оболочка; 3 – порошок
Прокатка порошков заключается в захвате и подаче в зазор под действием сил трения вращающихся валков порошка и сжатии порошка (рис. 19.5). При этом получают равномерно спрессованное изделие большой длины с прочностью, достаточной для транспортировки на следующую операцию – спекание. Прокатку проводят в вертикальной и горизонтальной плоскостях, периодически и непрерывно.
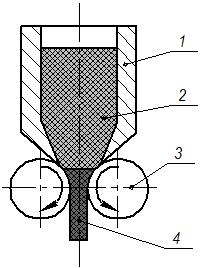
Рис. 19.5. Схема прокатки порошков:
1 – бункер; 2 – порошок; 3 – валки; 4 – готовая деталь
Мундштучное прессование – это формование заготовок из смеси порошка с пластификатором путем продавливания ее через отверстие в матрице (рис. 19.6). В качестве пластификатора применяют парафин, крахмал, поливиниловый спирт, бакелит. Этим методом получают трубы, прутки, уголки и другие изделия большой длины.
Обычно мундштучное прессование выполняют при подогреве материала изделия и в этом случае обычно не используют пластификатор; порошки алюминия и его сплавов прессуют при 400–500 °C, меди – 800–900 °С, никеля – 1000–1200 °С, стали – 1050–1250 °С.
Для предупреждения окисления при горячей обработке применяют защитные среды (инертные газы, вакуум) или прессование в защитных оболочках (стеклянных, графитовых, металлических – медных, латунных, медно-железной фольге).
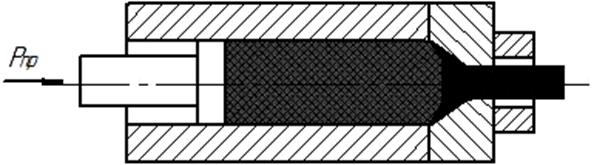
Рис. 19.6. Схема мундштучного прессования
Шликерное формование – представляет собой процесс заливки шликера – однородной концентрированной взвеси порошка металла в жидкости – в пористую форму с последующей сушкой.
Шликер приготовляют из порошков с размером частиц 1–2 мкм (реже до 5–10 мкм) и жидкости – воды, спирта, четыреххлористого водорода. Взвесь порошка однородна и устойчива в течение длительного времени.
Форму для шликерного литья изготовляют из гипса, нержавеющей стали, спеченного стеклянного порошка. Формирование изделия после заливки формы взвесью порошка заключается в направленном осаждении твердых частиц на стенках формы под действием направленных к ним потоков взвеси (порошка в жидкости). Эти потоки возникают в результате впитывания жидкости в поры гипсовой формы под действием вакуума или центробежных сил, создающих давление в несколько мегапаскалей.
Время наращивания оболочки определяется ее толщиной и составляет 1–60 мин. После удаления изделия из формы его сушат при 110–150 °С на воздухе, в сушильных шкафах.
Этим способом изготовляют трубы, сосуды и изделия заданной формы.
Импульсное (динамическое) прессование – это процесс прессования с использованием импульсных нагрузок. Процесс имеет ряд преимуществ: уменьшаются расходы на инструмент, уменьшается упругая деформация, увеличивается плотность изделий. Отличительной чертой процесса является скорость приложения нагрузки. Источником энергии являются: взрыв заряда взрывчатого вещества, энергия электрического разряда в жидкости, импульсное магнитное поле, сжатый газ, вибрация.
В зависимости от источника энергии такое прессование называют взрывным, электрогидравлическим, электромагнитным, пневмомеханическим и вибрационным. Значительное выделение тепла в контактных участках частичек облегчает процесс их деформирования и обеспечивает большее уплотнение, чем при статическом (обычном) прессовании.
Горячее прессование – это процесс одновременно прессования и спекания порошков при температуре 0,5–0,8 температуры плавления основного компонента шихты. Это позволяет использовать увеличение текучести шихты при повышенных температурах с целью получения малопористых изделий. В этом случае силы давления при формовании суммируются с внутренними физическими силами, приводящими к уплотнению. Наиболее существенными результатами горячего прессования являются максимально быстрое уплотнение и получение изделия с минимальной пористостью при сравнительно малых давлениях.
Изделия после горячего прессования обладают более высоким пределом текучести, большим удлинением, повышенной твердостью, лучшей электропроводностью и более точными размерами, чем изделия, полученные путем последовательного прессования и спекания. Указанные свойства тем выше, чем больше давление прессования. Горячепрессованные изделия имеют мелкозернистую структуру.
Горячее прессование нагретого порошка или заготовки выполняют в пресс-формах. Материалом для изготовления пресс-форм служат жаропрочные стали (при температурах до 1000 °C), силицированный графит, имеющий повышенную механическую прочность. В настоящее время расширяется применение пресс-форм из тугоплавких окислов, силикатов и других химических соединений. Нагрев осуществляют обычно электрическим током.
Для предупреждения взаимодействия прессуемого материала с материалом пресс-формы внутреннюю поверхность ее покрывают каким-либо инертным составом (жидкое стекло, эмаль, нитрид бора и др.) или металлической фольгой. Кроме того, для предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инертные) или вакуумирование.
Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
19.4. Спекание и доводка заготовок
Спекание изделий из однородных металлических порошков производится при температуре, составляющей 0,7–0,9 температуры плавления наиболее легкоплавкого компонента. В смесях максимальная когезия (сцепление частиц) достигается вблизи температуры плавления основного компонента, а в цементированных карбидах – вблизи температуры плавления связующего. При спекании между частицами образуются прочные межмолекулярные связи, в результате чего малопрочная заготовка превращается в прочное твердое изделие заданной плотности. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере, в атмосфере нейтральных газов или в вакууме. Прессовка в процессе спекания превращается в монолитное изделие, технологическая связка выгорает.
Атмосфера спекания изделий оказывает существенное влияние на свойства конечного продукта. По сравнению с нейтральными средами (азот, аргон) восстановительные среды (водород, диссоциированный аммиак) дают лучшие результаты. Объясняется это химическим воздействием восстановительной среды на окисные пленки. В результате восстановления окислов активируется миграция атомов металла к контактным участкам. Наиболее активный восстановитель – водород, его применение дает наилучшие результаты. Быстро и полно проходит спекание в вакууме, которое (в отличие от спекания в нейтральных атмосферах) начинается при более низких температурах и дает высокую плотность и прочность изделий за счет быстрого выгорания летучих примесей, испарения влаги и адсорбированных газов и диссоциации окислов.
С точки зрения экономики производства спекание в среде водорода и в вакууме целесообразно только при производстве дорогих и высокочистых материалов. Диссоциированный аммиак рекомендуется для небольших производств. Экзотермический, эндотермический и конверсированный природный газ широко применяют в массовом производстве в печах спекания непрерывного действия.
В зависимости от состава шихты различают твердофазное спекание (т. е. спекание без образования жидкой фазы) и жидкофазное, при котором легкоплавкие компоненты смеси порошков расплавляются.
Твердофазное спекание. При твердофазном спекании протекают следующие основные процессы: поверхностная и объемная диффузия атомов, усадка, рекристаллизация, перенос атомов через газовую среду.
Все металлы имеют кристаллическое строение и уже при комнатной температуре совершают значительные колебательные движения относительно положения равновесия. С повышением температуры энергия и амплитуда атомов увеличиваются, и при некотором их значении возможен переход атома в новое положение, где его энергия и амплитуда снова увеличиваются и возможен новый переход в другое положение. Такое перемещение атомов носит название диффузии и может совершаться как по поверхности (поверхностная диффузия), так и в объеме тела (объемная диффузия). Движение атомов определяется занимаемым ими местом. Наименее подвижны атомы, расположенные внутри контактных участков частичек порошка, наиболее подвижны атомы, расположенные свободно – на выступах и вершинах частиц. Большей подвижностью атомов свободных участков и меньшей подвижностью атомов контактных участков обусловлен переход значительного количества атомов к контактным участкам. Поэтому происходит расширение контактных участков и округление пустот между частицами без изменения объема при поверхностной диффузии. Сокращение суммарного объема пор возможно только при объемной диффузии. При этом происходит изменение геометрических размеров изделия – усадка.
Усадка при спекании может проявляться в изменении размеров и объема, и поэтому различают линейную и объемную усадку. Обычно усадка в направлении прессования больше, чем в поперечном направлении.
Свойства исходных порошков – величина частиц, их форма, состояние поверхности, тип окислов и степень совершенства кристаллического строения – определяют скорость изменения плотности и свойства спрессованных изделий. При одинаковой плотности спеченных изделий механические и электрические свойства тем выше, чем меньше были частицы порошка. Шероховатость поверхности частиц и дефекты кристаллического строения способствуют усилению диффузии, увеличению плотности и прочности изделия. Увеличение давления прессования приводит к уменьшению усадки (объемной и линейной), повышению всех показателей прочности – сопротивления разрыву и сжатию, твердости. С повышением температуры плотность и прочность спеченных изделий возрастают тем быстрее, чем ниже было давление прессования.
Обычно температура спекания составляет 0,7–0,9 температуры плавления наиболее легкоплавкого материала, входящего в состав шихты (смеси порошков). Выдержка при постоянной температуре вызывает сначала резкий, а затем более медленный рост плотности, прочности и других свойств спеченного изделия. Наибольшая прочность достигается за сравнительно короткое время и затем почти не увеличивается. Время выдержки для различных материалов длится от 30–45 минут до 2–3 часов. Атмосфера спекания влияет на показатели качества. Плотность изделий выше при спекании в восстановительной, чем при спекании в нейтральной среде. Очень полно и быстро проходит спекание в вакууме, которое по сравнению со спеканием в нейтральной среде обычно начинается при более низких температурах и дает повышенную плотность изделия.
Жидкофазное спекание. При жидкофазном спекании в случае смачивания жидкой фазой твердой фазы увеличивается сцепление твердых частичек, а при плохой смачиваемости жидкая фаза тормозит процесс спекания, препятствуя уплотнению. Смачивающая жидкая фаза приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы. При жидкофазном спекании можно получить практически беспористые изделия.
Для спекания используют разнообразные промышленные печи, обеспечивающие равномерность нагрева и охлаждения, полную герметичность рабочего пространства и необходимую производительность. Наиболее распространены электропечи сопротивления с нихромовыми, молибденовыми нагревателями. Для спекания заготовок возможно использование прямого нагрева, нагрева пропусканием тока непосредственно через спекаемое изделие или индукционного нагрева.
Иногда для получения изделий окончательной формы и размеров или придания этим изделиям окончательных свойств после спекания их обрабатывают дополнительно. К видам окончательной обработки относятся: калибрование, обработка резанием, термическая и химико-термическая обработка, нанесение защитных и декоративных покрытий.
При калибровании изделий достигается нужная точность размеров (6–11 квалитет точности), улучшается качество поверхности (Ra = 1,25–0,32 мкм) и повышается прочность. Примерно 80 % продукции проходит эту операцию.
Отжиг в защитной атмосфере назначается для достижения требуемой структуры материала, выравнивания химического состава детали, снижения твердости, что облегчает последующую механическую обр
Дата добавления: 2016-11-04; просмотров: 3841;
Поиск по сайту
Узнать еще
- I. История открытия и методы исследования вирусов
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- А и Б – базы механической обработки
- Абсолютный возраст горных пород и методы его определения
- Автоматизация и механизация токарной обработки
- Автоматизация обработки снимков на фотограмметрическом оборудовании
- Автоматизация обработки табличных данных (обработка списков)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
