Точностные связи в процессе изготовления изделий
При разработке технологических процессов изготовления деталей заготовка предстает перед технологом как вполне реальный объект производства с указанием всех параметров, большую часть которых составляют точностные параметры. Применительно к конкретной заготовке разрабатывают технологический маршрут, он представляет собой документ, в котором определены последовательность проведения предлагаемых технологических операций и их количество. При этом точностные взаимосвязи между операциями являются основными звеньями всей технологической цепи.
В маршруте разрабатывают технологические базы, используемые в ходе всего процесса, виды закреплений заготовок и т.д. Разработка каждой схемы базирования основывается на том, что заготовка как твердое тело должна быть лишена всех степеней свободы. Возможные же перемещения заготовок (как неупругие, так и упругие) рассматриваются как очаги возникновения погрешностей с потерей точности. Именно возможная потеря точности при обработке заставляет технолога назначать базы в виде поверхностей, линий или точек исходя из наиболее устойчивого положения заготовки с одновременной увязкой взаимного расположения технологических и измерительных баз.
Каждый технологический маршрут предполагает соответствующий набор операций (а в последующем и переходов). При этом после каждой операции у заготовки возникает свой новый размер, допуск на этот размер или другой параметр точности, а также шероховатость. Точностная взаимосвязь между размерами обязательна. Она определяет исходные данные технологической оснастки и режимы обработки при использовании как черновых, так и основных баз. Все эти данные формируют мыслительную деятельность технолога в исключительно сложных условиях многовариантности технологических процессов. Разработка маршрутов для поточного производства выставляет дополнительные требования и условия.
Еще на начальных стадиях развития технологии машиностроения как науки было установлено, что существует некоторая точностная связь между технологическими операциями или переходами. Количественно такая связь характеризовалась коэффициентом уточнения Кут,
 ;
;  ,
,
здесь ∆у - погрешность или свойство, возникающее на данной операции или переходе; ∆а - погрешность или свойство, оставшееся от предыдущей операции или перехода. Чаще всего величины этого коэффициента относили к размеру, и для правильно разработанного технологического процесса значение Кут < 1 считалось нормой.
На рис. 1.5 представлены варианты изменения точности для различных технологических маршрутов. Рис. 1.5, а показывает, что в ходе технологических операций от 1 до 6 и т.д. коэффициент уточнения не изменяется и равен единице. Однако нельзя однозначно утверждать, что данный технологический маршрут совершенен или должен быть отвергнут. Оценку можно вынести лишь тогда, когда речь идет о конкретном показателе точности. Так, если маршрут оценивается по точности размера, то он должен оцениваться однозначно отрицательно, так как уточнения размеров не происходит. Если же речь идет, например, о точности уровня напряжений поверхностного слоя объекта производства, то маршрут должен оцениваться положительно, так как сохранение заданного уровня напряжений (допуск по напряжениям) в ходе процесса оказывается непременным условием.
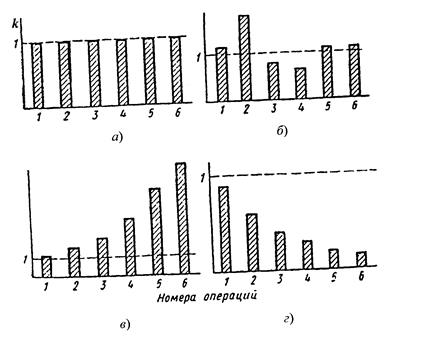
Рис. 1.5. Графики вариантов изменения показателей точности
В ходе маршрута по рис. 1.5, б наблюдается колебание коэффициента уточнения. Такой технологический маршрут всегда оценивается отрицательно вне зависимости от того, какой параметр точности анализируется. Непременным условием высокой оценки технологического маршрута является монотонное изменение коэффициента уточнения, который в общем виде можно назвать коэффициентом технологического наследования. Когда коэффициент Кутотрицательно характеризующий качество, постоянно увеличивается (рис. 1.5, в), технологический маршрут благоприятен. При этом на всех технологических операциях Кут > 1. Точностной показатель, характерный для операции 1, планомерно увеличивается. Очевидно, что такая ситуация, т.е. рост показателя точности, неоднозначно положительно характеризует маршрут обработки.
В правильно реализуемом технологическом процессе коэффициент уточнения в большинстве случаев Кут < 1 (рис. 1.5, г), а соответствующий показатель не только сохраняется, но и монотонно убывает.
Многовариантность технологических ситуаций при разработке технологических маршрутов делает задачу весьма сложной. Оптимизация решений в данном случае не всегда является возможной. Теория принятия технологических решений помогает генерировать технологические варианты, которые сначала компонуются во множества, а из них вырабатывается единственное решение. Эта работа в большинстве случаев проводится с использованием точностных показателей. Неопределенность технологической обстановки часто затрудняет принятие решения. Тогда на помощь технологу приходят логические рассуждения, методика которых приводится в литературе по теории принятия решений. Отметим, что многие решения оказываются из-за недостатка данных трудноформализуемыми.
Одним из основных и простых правил разработки технологических маршрутов является уточнение или ликвидация отрицательных свойств объекта производства на начальных операциях технологического процесса. Такой вывод очевиден и объясняется в основном экономическими соображениями.
Дата добавления: 2016-11-04; просмотров: 1679;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- II. Степень насыщенности, определяемая природой связи между атомами углерода.
- N в процессе иммунного ответа антигенам 1-го класса принадлежит ведущая роль во взаимодействии между клеткой-эффектором (Т киллеры) и клеткой-«мишенью»
- RC-генератор с лестничной схемой обратной связи
- А – полносборная заводского изготовления; Б – поэлементной сборки
- А- технологические этапы изготовления
- А. Микрофоны с каналами связи.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
