СВАРКЕ. Выбор формы подготовки кромок
Основными типами соединений, выполненных электродуговой сваркой, являются стыковые (С), угловые (У), тавровые (Т) и нахлесточные (Н). Основные типы, конструктивные элементы и размеры сварных соединений, выполненных ручной сваркой металлическими электродами при толщине сварного изделия до 175 мм, регламентирует ГОСТ.
Так, на рисунке 4.1 приведены примеры стыкового и углового соединений. Стыковое соединение характеризуется следующими параметрами: шириной шва е, глубиной проплавления h, высотой усиления q, толщиной шва H. Угловое – катетом шва k.
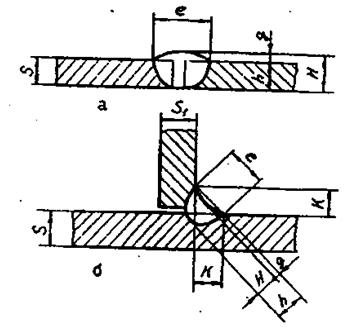
а – стыковое соединение; б – угловое соединение
Рисунок 4.1 – Сечение сварного шва
Условные изображения и обозначения швов сварных соединений на чертежах устанавливает ГОСТ. Согласно ГОСТ в зависимости от толщины свариваемого металла для каждого типа соединений устанавливается определенная форма подготовки кромок под сварку (форма разделки).
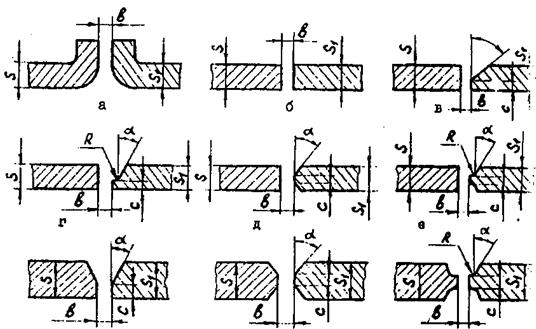
На рисунке 4.2, например, приведены основные разновидности формы подготовки кромок стыковых соединений по ГОСТ. Основными конструктивными элементами подготовки кромок являются: угол раскрытия  , величина притупления с, величина зазора в (рисунок. 4.2).
, величина притупления с, величина зазора в (рисунок. 4.2).
Ж з и
а – с отбортовкой кромок; б – без скоса кромок; в – со скосом
одной кромки; г – с криволинейным скосом одной кромки;
д – с двумя скосами одной кромки; е – с двумя криволинейными
скосами одной кромки; ж – со скосом кромок; з – с двумя
симметричными скосами кромок; и – с двумя симметричными
криволинейными скосами кромок
Рисунок 4.2 – Форма подготовки кромок стыковых соединений
При проектировании конструкции и технологических процессов изготовления сварных соединений постоянно решаются задачи выбора подготовки кромок, швов и соединений. В общем виде подготовка кромок необходима для получения качественных швов и соединений. Это включает, прежде всего, получение швов заданной формы, т. е. с геометрическими размерами, соответствующими размерам, заданным ГОСТ. Подготовка кромок под сварку, сборка без скоса кромок с обязательным зазором применяются для обеспечения проплавления свариваемых элементов на всю их толщину.
Технология электродуговой сварки заготовок без специальной подготовки кромок во многих случаях является более прогрессивной и экономичной, т. к. в этом случае не требуется механическая обработка кромок, связанная с удалением металла в отходы и затратами труда; при последующей сварке, как правило, швы имеют меньшую площадь сечения и, следовательно, меньшую массу наплавленного металла, поэтому она требует минимального расхода покрытых электродов, электроэнергии, минимальных затрат ручного труда сварщика.
В связи с этим в качестве основных показателей при оценке эффективности выбора формы подготовки кромок следует считать:
– площадь поперечного сечения или массу удаленного с кромок металла и трудоемкость обработки;
– площадь поперечного сечения или погонную массу наплавленного металла шва.
Чем меньше масса удаленного с кромок металла и масса наплавленного металла шва при заданном качестве сварного соединения, тем экономнее форма подготовки кромок.
Сварное соединение, согласно ГОСТ, имеет условное буквенное обозначение, в котором буква обозначает тип соединения, цифра или число – порядковый номер, соответствующий определенной подготовке кромок. Например, символом С17 обозначается стыковое соединение с V-образным односторонним скосом кромок, используемое при толщине металла 3…60 мм. Если в таком соединении применяется шов с подваркой корня, то оно обозначается С18 и т. д. ГОСТ устанавливает сорок разновидностей стыковых (С1 – С40), десять угловых (У1 – У10), восемь тавровых (Т1 –Т8) и два нахлесточных соединения.
Дата добавления: 2016-11-04; просмотров: 3703;
Поиск по сайту
Узнать еще
- I. Выборы: понятие, значение и виды.
- I. Ориентация формы в среде.
- II. Политическое развитие страны: реформы и их последствия
- IV. ВЫБОР НАЧАЛЬНЫХ И КОНЕЧНЫХ ПАРАМЕТРОВ ПАРА
- IV. Первые буржуазные реформы
- IV. ФЕХТОВАНИЕ — СРЕДСТВО ПСИХИЧЕСКОЙ ПОДГОТОВКИ БОЙЦА
- TMainMenu - главное меню формы (программы)
- XX съезд КПСС и осуждение культа личности. Экономические реформы конца 50-х – начала 60-х гг. Причины их неудач. Замедление экономического роста.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
