Моделирование полумуфты дисковой полужесткой муфты
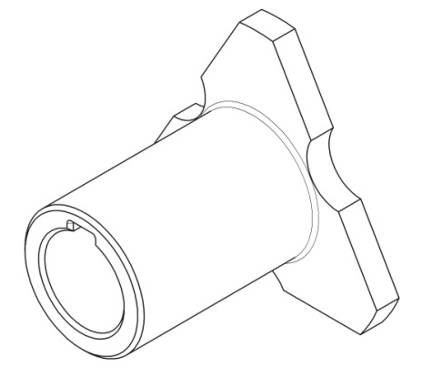
Характерной особенностью рассматриваемой полумуфты по сравнению с изученной выше является трехлапчатая конструкция фланца, достаточно часто встречающегося в муфтах. Исследуем создание модели полумуфты, предусматривая использование в качестве ее заготовки отливки, при этом форма литейной модели отливки будет практически аналогична форме полумуфты и будет отличаться от нее наличием припусков на обработку. Указанное обстоятельство предоставляет возможность интегрирования этого этапа моделирования детали с созданием литейной модели. В качестве основания для построения модели полумуфты принят трехлапчатый фланец. Выдавливаем фланец (операция 1.1 в табл. 3.2) с заданными геометрическими параметрами полумуфты, которые могут быть получены автоматически из упомянутой выше БД «Геометрические параметры элементов муфты». Эти параметры для каждого эскиза указаны в таблице 3.2. Выдавливаем цилиндрическую ступицу полумуфты (операция 1.2 в табл. 3.2), присоединяем ее к трехлапчатому фланцу и проводим скругление перехода от первого ко второму элементу. Скругление перехода (образование галтели) является самостоятельной безэскизной операцией моделирования, но для сокращения объема таблицы оно представлено в совмещенной форме. Параметры обеих операций представлены также в таблице 3.2.
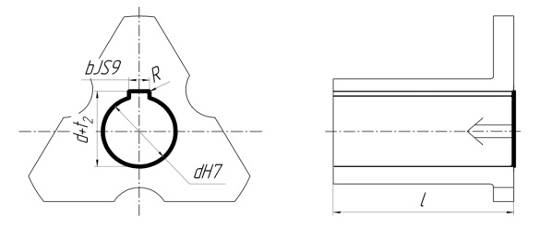
Три проведенные операции моделирования заканчивают процесс формообразования заготовки детали, которая, как отмечено выше, с добавлением припусков, литейных уклонов и радиусов превращается в литейную модель. Дальнейшее моделирование полумуфты включает операцию образования отверстия со шпоночным пазом, получаемого вырезанием методом выдавливания (операция 2.1 в табл. 3.2). В таблице, как и в предыдущем случае, эта операция объединена с безэскизным образованием фасок ступицы. Параметры указанных действий приведены в таблице.
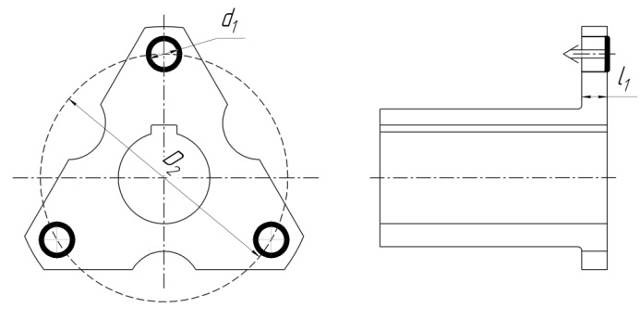
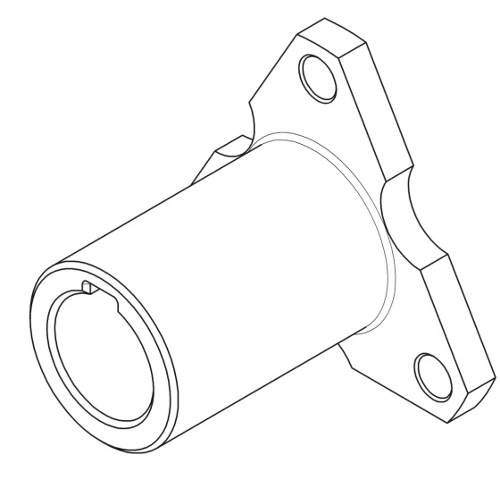
Операция 2.2 предусматривает образование отверстий под болты, получаемые методом вырезания выдавливанием. Данная операция также с целью сокращения объединена с безэскизным процессом получения фасок.
Как и для описанной выше полумуфты муфты кулачковой создание 3Д модели проведено с учетом технологии ее изготовления. Посадочное шпоночное отверстие можно производить полностью аналогично с полумуфтой кулачковой.
Табл. 3.2. Последовательность операций получения 3D модели полумуфты полужёсткой дисковой муфты
| Операции получения модели, эскизы их параметры | Последовательное изменение 3D модели в процессе её построения |
| 1. Получение «заготовки» | |
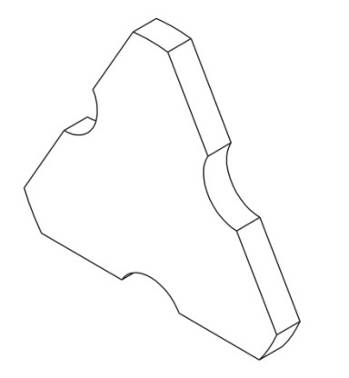
1.1. Образование фланца
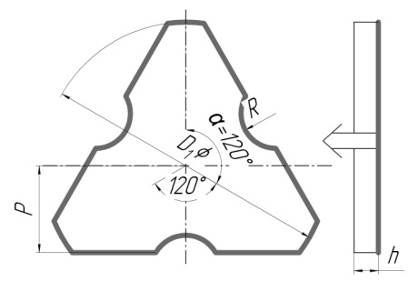 Операция «выдавливание»
Параметры:
D1; P; R; α Операция «выдавливание»
Параметры:
D1; P; R; α
|
|
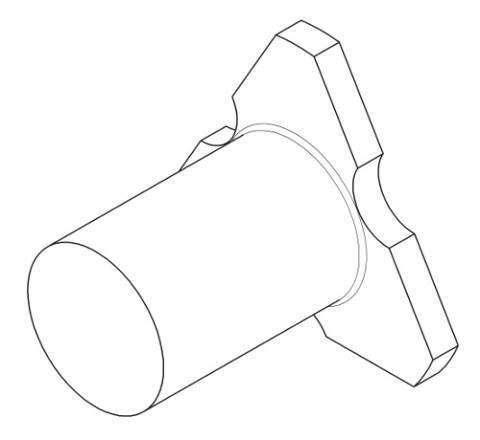
1.2. Образование ступицы и скругление перехода
Операция «выдавливание»
Параметры: D2; (l-l1); l
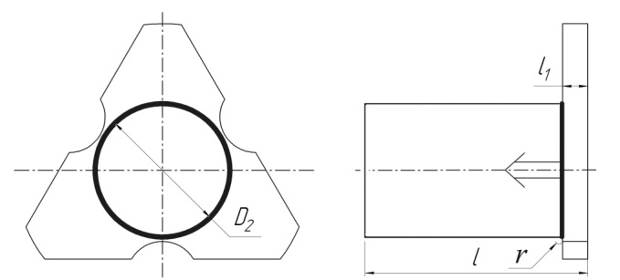 Операция «скругление»
Параметр – r
(безэскизная операция)
Операция «скругление»
Параметр – r
(безэскизная операция)
| 
|
| 2. Преобразования заготовки | |
2.1. Образование посадочного отверстия
со шпоночным пазом и фасками
Операция «вырезать выдавливанием»
Параметры: d, l, b, R, (d+t2)
 Операция «фаска»
Параметры: фаска 1x450 (3 фаски)
(безэскизная операция)
Операция «фаска»
Параметры: фаска 1x450 (3 фаски)
(безэскизная операция)
|
|
Продолжение табл. 3.2
2.2. Образование отверстий под болты с фасками
Операция «вырезать выдавливанием»
Параметры: d1; D2
 Операция «фаска»
Параметры: фаска 1x450 (3 фаски)
(безэскизная операция)
Операция «фаска»
Параметры: фаска 1x450 (3 фаски)
(безэскизная операция)
| 
|
Высокая допустимая частота вращения рассматриваемых муфт (12000…3700 об/мин) предполагает обработку всех поверхностей отливки. Наружные цилиндрические поверхности и торцы фланца могут быть обработаны с помощью токарных операций при базировании полумуфты на шпоночной оправке по чистовой поверхности. С той же базы с дополнительным использованием одного из торцов фрезерованием производят обработку боковых поверхностей лап, выдерживая размер P. Также фрезерованием обрабатываются круговые выборки радиусом R для размещения крепежных деталей (пальцев с гайками и шайбами сопряженной полумуфты).
Дата добавления: 2016-10-26; просмотров: 2218;
Поиск по сайту
Узнать еще
- I. Нерасцепляемые муфты
- II. Сцепные управляемые муфты
- III. Сцепные самодействующие муфты
- Автоматизация составления технического задания и технической концепции на проектирование (подбор) муфты
- Автоматизация ТП. Моделирование техпроцесса.
- Биологическое моделирование
- Введение в математическое моделирование.
- ВОПРОС 56. МУФТЫ. НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ. МУФТЫ ГЛУХИЕ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
