Технология изготовления отливок в песчанно-глинистых формах
 |
Сущность процесса заключается в заливке расплавленного металла в формы, которые изготовлены из формовочных смесей, основными материалами которых является формовочные пески и глина, путем их уплотнения с использованием модельного комплекта, после затвердевания сохраняет заданную конфигурацию (рис. 4.4.).
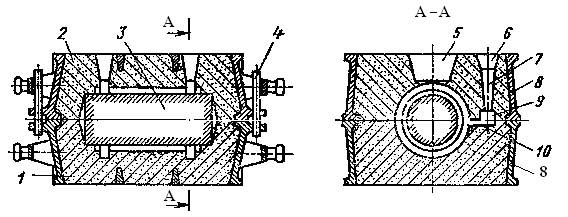
Рис. 4.4. Литейная форма и литниковая система:
1,2 – нижняя и верхняя полуформы, 3 – литейный стержень,
4 – металлический центрирующий штырь, 5 – выпор (прибыль), 6 – литниковая чаша, 7 – стояк, 8 – опока, 9 – шлакоуловитель, 10 – питатель.
Основные операции технологического процесса в песчанно-глинистые формы:
- изготовление формы;
- плавка металла;
- заливка металла в формы;
- выбивка отливки из формы;
- очистка отливки;
- отрезка литниковой системы;
- термическая обработка;
- контроль отливки.
Изготовлением формы называется операция формовки и определяется наличием литейной оснастки, которая включает в себя следующие элементы:
1) модельный комплект – часть технологических приспособлений необходимых для получения в форме контуров отливки включающие модель отливки, модели литниковой системы, стержневые ящики;
2) формовочный комплект – приспособления для проведения формовки включающие опоки, штыри, модельные плиты для установки и крепления моделей, сушильные плиты, шаблоны.
Модель – это приспособление, с помощью которого в форме получают отпечаток, соответствующий конфигурации отливки. Модель изготавливают с увеличением размеров на усадку металла отливки и припусками на механическую обработку рабочих поверхностей отливки и назначаются ГОСТами. На вертикальных стенках предусматривают формовочные уклоны для облегчения извлечения модели из полости формы. С торцов располагаются знаки, предназначенные для получения гнезд, в которые устанавливаются стержни. Модели бывают деревянные или металлические, разъемные и неразъемные. Разъемную модель применяют , как правило, в тех случаях, когда модель не имеет плоской поверхности.
Модели литниковой системы предназначены для изготовления литниковой системы – совокупность каналов и резервуаров, по которым расплав металла поступает в форму.
Литниковая система состоит из следующих основных элементов:
· литниковая чаша (6), служит для приема металла;
· стояк (7) – вертикальный или наклонный канал;
· шлакоуловитель (9), служит для удерживания шлака и других неметаллических примесей;
· питатель (10) – полость, через которую металл подается в форму;
· выпор или прибыль (5), служит для вывода газов, контроля заполнения формы расплавом металла и питания отливки при ее затвердевании.
Операция ручной формовки выполняется в следующей последовательности:
1. На модельную плиту устанавливают нижнюю опоку рабочей плоскостью в низ, где фиксируют нижнею половину модели отливки и модели питателей литниковой системы. Поверхности модели и плиты в пределах опоки посыпают сухим разделительным песком.
2. На модель наносят слой облицовочной смеси толщиной 15 – 30 мм.
3. Нижнюю опоку заполняют наполнительной смесью, которую уплотняют ручным способом или с применением пневматической трамбовки. Излишек наполнительной смеси срезают линейкой вровень с кромкой опоки, делают наколы, улучшающие газопроницаемость формы.
4. Нижнюю опоку с заформированной в ней половиной модели поворачивают на 1800 и вновь устанавливают на модельную плиту.
5. На нижнюю половину модели устанавливается верхняя половина модели, а верхняя опока устанавливается на нижнюю и фиксируется металлическими центрирующими штырями. Поверхность модели и формовочную (наполнительную) смесь нижней полуформы посыпают по плоскости разъема разделительным песком.
6. Устанавливают модели литниковой системы – шлакоуловитель, стояк, заливочная чаша.
7. На модель наносят слой облицовочной смеси толщиной 15 – 30 мм.
8. Верхнюю опоку заполняют наполнительной смесью, которую уплотняют. Излишек наполнительной смеси срезают линейкой вровень с кромкой опоки, делают вентиляционные наколы.
9. Извлекают заливочную чашу, стояк и центрирующие стержни, снимают верхнюю опоку, поворачивают на 1800 и устанавливают на рабочую поверхность.
10. Извлекают нижнюю и верхнюю модели, питатель, шлакоуловитель.
11. Приступают к сборке литейной формы. Вначале в нижнюю опоку в специальные гнезда формы (стержневые знаки) устанавливают стержни, которые формируют внутреннюю полость отливки. Верхнюю опоку, поворачивая на 1800, устанавливают на нижнюю и фиксируют центрирующими штырями. После скрепления скобами, исключающие подъем верхней опоки за счет давления заливаемого расплава металла на стенки формы и затекание его в образующийся зазор, форма считается подготовленной к заливке.
Особенно необходимо отметить правильную всей литниковой системы, так как она обеспечивает плавное и равномерное течение и подпитку расплава металла утолщенных мест отливки в период его остывания.
Плавку металла выполняют в электрических печах сопротивления, дуговых, индукционных и вакуумных электронно-лучевых установках. Температура расплавленного металла зависит его химического состава, массы отливки, ее размеров и формы, толщины стенок отливки и ряда других факторов.
Так, например, температура заливки чугунных отливок составляет 1450 – 1500 0С. Температура заливки стали, составляет в пределах 1550 – 1600 0С. Температура заливки бронзы колеблется в пределах 1050 – 1200 0С, латуни 1000 – 1100 0С, алюминия 550 – 650 0С.
Соблюдение установленной температуры заливки является важнейшим условием получения высококачественной отливки.
Заливка металла в формы осуществляется из специальных металлических ковшей, футерованных огнеупорным материалом. В производстве широко применяют автоматические заливочные установки.
Выбивка отливок из литейных форм осуществляется на вибрационных решетках или вручную при помощи пневмомолотов, и очищают в дробеструйных установках камерного или барабанного типа.
Отрезка литниковой системы осуществляют на фрезерных станках дисковыми фрезами и на обрезных прессах. Когда подход к элементам литниковой системы затруднен, их отрезку производят газовыми горелками.
Термическая обработка применяется для снятия внутренних напряжений и уравнения структуры отливки.
Контроль отливокопределяют визуально, с помощью люминесцентного контроля магнитной дефектоскопией, рентгеноскопией, гамма-дефектоскопией, ультразвуковыми и другими методами.
Дата добавления: 2016-10-26; просмотров: 2284;
Поиск по сайту
Узнать еще
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- II. Технология производства ДСП. Шлифованное ДСП.
- III Раздел: ЭЛЕКТРОТЕХНОЛОГИЯ НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ.
- А – полносборная заводского изготовления; Б – поэлементной сборки
- А- технологические этапы изготовления
- АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ НА ВООЛЖСКОМ ТРУБНОМ ЗАВОДЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
