Формулы для подсчета сил Рz Рy Рz, при точении



где Cpz, Cpz, Cpz - коэффициенты, характеризующие некоторый металл и
условия его обработки;
t- глубина резания в мм;
s- подача в мм/об:
Xz, Yz, Xx, Xy,Yx,Yy,n, n1. n2 - показатели степеней при глубине резания,
подаче и скорости резания;
Кz Кx Кy - общие поправочные коэффициенты, учитывающие
конкретные условия обработки.
Лекция 5
Сила резания.
На силы Рz Рx Рy влияют в основном следующие факторы:
1. Глубина реяния.
2. Подача.
3. Передний угол  .
.
4. Радиус закрепления при вершине резца.
5. СОЖ
6. Скорость резания.
7. Износ реза.
8. Главный угол плане  .
.
9. Обрабатываемый материал.
Влияние СОЖ на составляющие силы резания.
При изнашивании резца только по задней поверхности силы Р. Р, Р.
растут непрерывно, причем особенно сильно увеличиваются горизонтальные
составляющие Р, и Ра если одновременно изнашиваются передняя и задняя
поверхности, то при резании сталей в начальный период изнашивания силы
Р. Р, Р, остаются постоянными или даже несколько уменьшаются.
Это объясняется тем, что рост сил за счет увеличения площадки износа
задней поверхности и притупления главного лезвия компенсируется
увеличением переднего угла вследствие образования лунки на передней
поверхности. При дальнейшем изнашивании реза силы Рz Рx Рy вновь
растут. Хорошо развитый нарост, выполняя функции режущего клина,
прикрывает контактные поверхности инструмента, и их изнашивание мало
сказывается на росте составляющих силы резания. Количественно влияние
затупления резца на составляющие силы резания учитывают поправочным
силовым коэффициентом  .
.
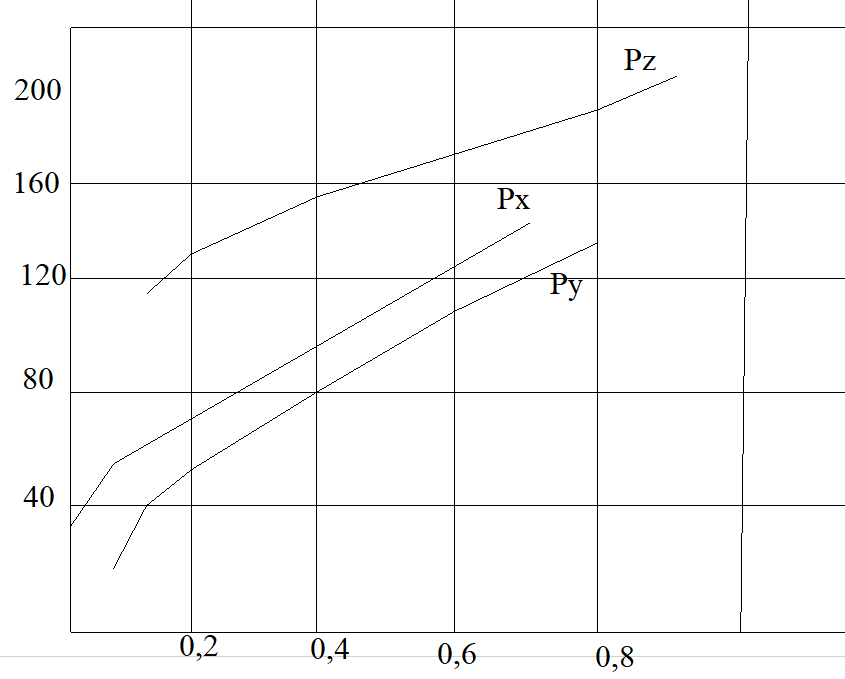
Рис. Влияние затупления резца на силы Рz Рx Рy. при изнашивании
резца только по задней поверхности.
Применение СОЖ, обладающих высокими смазочными свойствами,
облегчат условия стружкообразования, уменьшает коэффициент усадки
стружки и величину относительного сдвига. Это связано в основном с
уменьшением среднего коэффициента трения и силы трения на передней поверхности. Вследствие улучшений условий стружкообразования
составляющие силы резания при применении СОЖ уменьшаются, а также
происходит уменьшение шероховатости обработанной поверхности,
снижение интенсивности износа режущего инструмента.
Все применяемые в настоящее время СОЖ можно разбить на две
основные группы: главным образом охлаждающие и главным образом
смазывающие.
шероховатости обработанной поверхности,
К первой группе относятся жидкости с малой вязкостью, большой
теплоемкостью и теплопроводностью. Сюда относятся водные растворы
минеральных электролитов и водные эмульсии. Ввиду их большой теплоемкости они применяются в тех случаях, когда основной целью является охлаждающее действие для повышения стойкости режущего инструмента (при обдирочных работах, когда имеет место большое
тепловыделение и чистота обработанной поверхности не имеет большого
значения).
К жидкостям второй группы, обладающим высокой маслянистостью,
относятся минеральные, растительный, животные и компаундированные
масла (смесь минеральных масел с растительным или животным), а также
керосин и растворы в масле или керосине поверхностно-активных веществ.
Жидкости этой группы применяются при чистовых и отделочных работах,
когда требуются высокие частота и точность обработанной поверхности.
Эффект уменьшения главной составляющей силы резания при
применении различных СОЖ оценивают поправочным силовым коэффициентом  , значения которого при резании сталей зависимости от
, значения которого при резании сталей зависимости от
применения СОЖ колеблются в пределах 0,97- 0,75.
Влияние обрабатываемого и инструментального материала на
составляющие силы резания.
Механические свойства обрабатываемого материала весьма сложно и
противоречиво влияют на составляющие силы резания. С одной стороны,
повышение прочности и твердости обрабатываемого материала увеличивает
угол сдвига, что уменьшает коэффициент усадки стружки и величину сдвига.
В результате этого уменьшаются работы деформации и стружкообразования
и, как следствие, составляющие силы резания. С другой стороны, с
повышением прочности и твердости напряжения на условной плоскости
увеличивает работы деформации, стружкообразования и составляющие силы резания. В зависимости от того что является преобладающим, силы Рz Рx Рy при увеличении прочности
обрабатываемого материала могут возрастать и уменьшаться. Если при
увеличении прочности материала коэффициент усадки стружки уменьшается
сравнительно мало, то силы Рz Рx Рy возрастают, а если увеличение
прочности сопровождается значительным снижением коэффициента усадки,
возрастают, то это приводит к уменьшению сил.
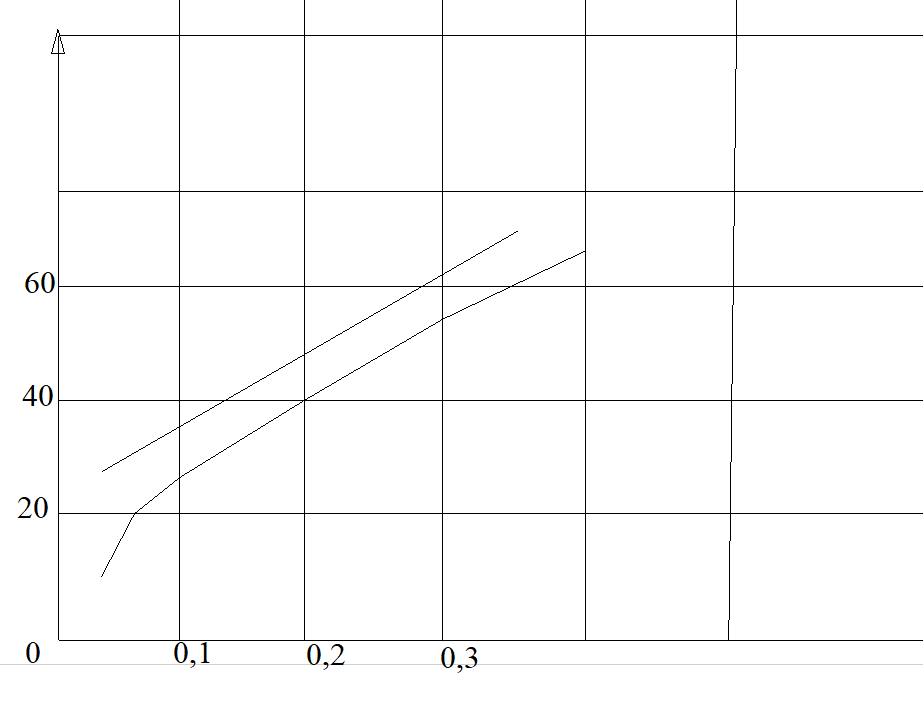
Рис. Влияние толщины срезаемого слоя а на силу Рz, приходящуюся
на единицу длины главного лезвия при резании стали 20X,сплавов ВТ1 и ВТЗ.
Лекция 6
Элементы резания при токарной обработке.
1. Скорость, подача и глубина резания.
Скорость резания- величина перемещения точки режущей кромки относительно
поверхности резания в единицу времени в процессе осуществления главного движения.
 м/мин
м/мин
Гле D- наибольший диаметр поверхности резания, мм
 об/мин
об/мин
При продольном точении (если диаметр заготовки вдоль всей оси ее
длины одинаков, а число оборотов неизменно) скорость резания имеет
постоянную величину на протяжении всего времени резания. При подрезке
торца, когда резец перемещается от периферии заготовки к центру или,
наоборот, от центра к периферии, скорость резания при постоянном числе
оборотов переменна. Она имеет наибольшее значение у периферии и равна
нулю в центре. Однако и в этом случае в расчет принимается максимальная
скорость резания, соответствующая диаметру D.
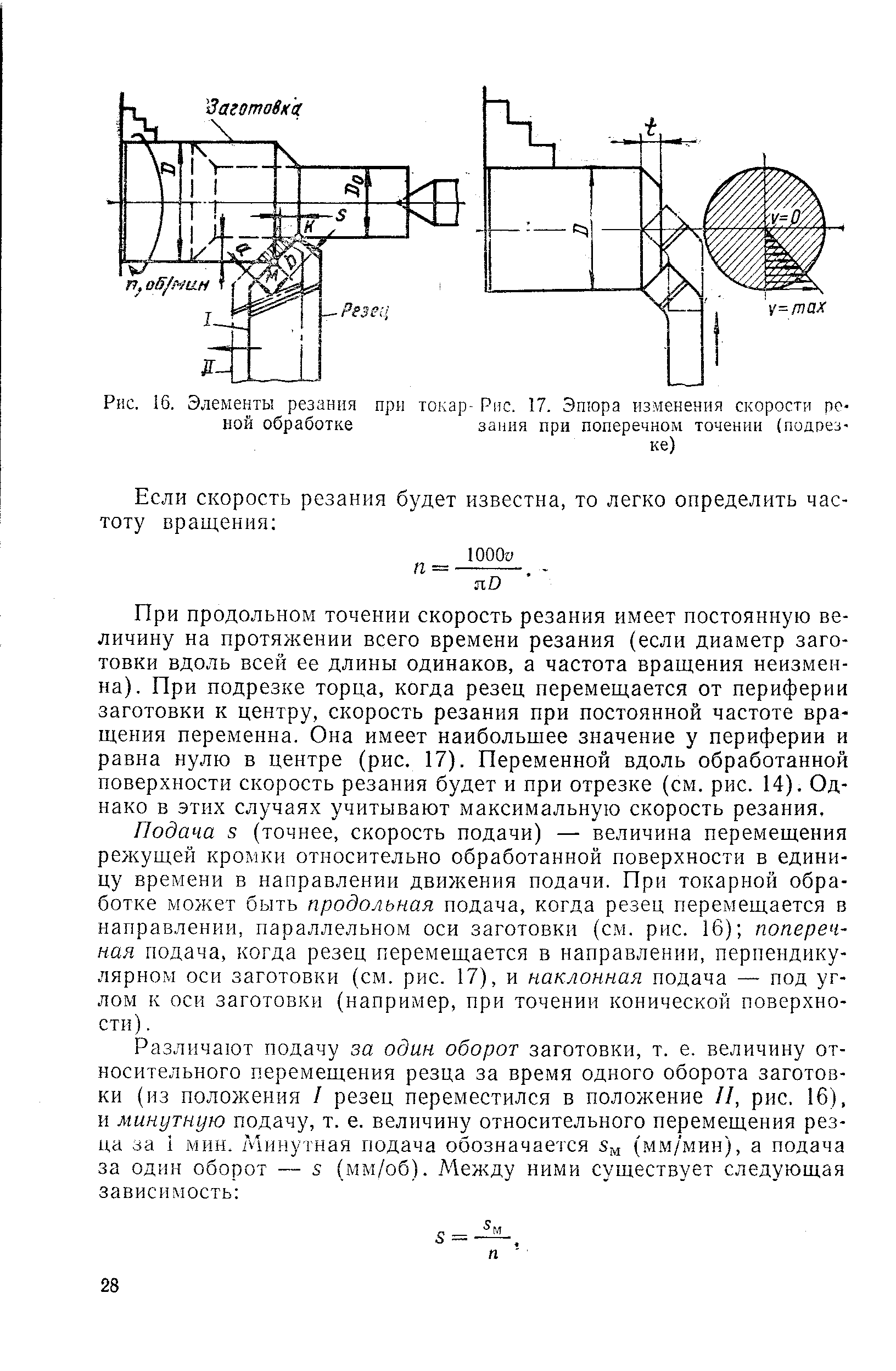
Рис. Изменение скорости резания при поперечном точении.
Подача- величина перемещения режущей части кромки относительно
обработанной поверхности в единицу времени в направлении движения подачи.
При токарной обработке различают продольную подача, когда резец
перемещается в направлении, параллельном оси заготовки; поперечную
подачу, когда резец перемещается в направлении, перпендикулярном к оси
заготовки и наклонную-под углом к оси заготовки.
Различают перемещения резца за 1 мин, и подачу за 1 оборот заготовки, т.е. величину относительного перемещения резца за время 1 оборота заготовки. Минутная подача обозначается ,  в мм/об, а подача за 1 оборот в мм/об:
в мм/об, а подача за 1 оборот в мм/об:
 мм/об
мм/об
Глубина резания- величина срезаемого слоя за 1 проход, измеренная в
направлении, перпендикулярном к обработанной поверхности. Глубина
резания всегда перпендикулярна направлению движения подачи, и при
наружном продольном точении она представляет собой полуразность между
диаметром заготовки и диаметром обработанной поверхности, полученной
после 1 прохода:
 мм
мм
Ширина среза  - расстояние между обрабатываемой и обработанной
- расстояние между обрабатываемой и обработанной
поверхностями, измеренное вдоль режущей кромки.
Толщина среза а- расстояние между двумя последовательными
положениями поверхности резания, измеренное в направлении,
перпендикулярном к режущей кромке в плоскости передней поверхности резца.
Рассмотрим зависимость между толщиной среза а и подачей s, между
шириной среза b и глубиной резания при s < t.
При  из прямоугольного треугольника КNL следует, что
из прямоугольного треугольника КNL следует, что
 или
или

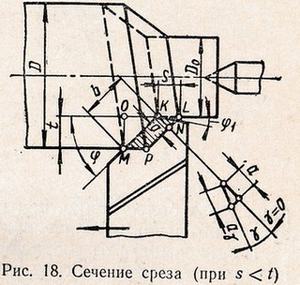
Рис. Сечение среза (s<t)
При  из прямоугольного треугольника КОМ следует, что ширина
из прямоугольного треугольника КОМ следует, что ширина
среза

Из приведенных формул видно, что при постоянных подаче и глубине
резания t с увеличением главного угла в плане толщина среза
увеличивается, а ширина уменьшается.
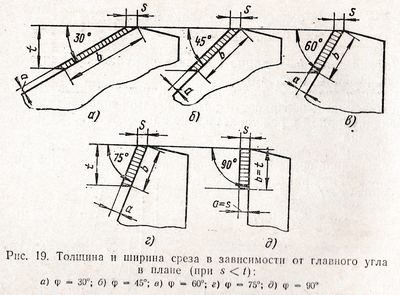
Рис. Изменение толщины и ширины среза с изменением главного
угла в плане  (при s< t)
(при s< t)
При = 90 толщина среза а равна подаче s, а ширина среза b равна
глубине резания t.

в зависимости от соотношения между подачей и глубиной резания
принято называть срез прямым, когда s < t квадратным, когда s=t , и
обратным, когда s >t.
Площадь поперечного сечения среза PLKМ
 мм2
мм2
Вследствие увеличенной толщины (и немного ширины) стружки
плошать поперечного сечения стружки (срезанного слоя) будет больше
площади поперечного сечения среза.
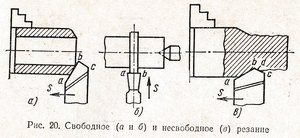
Рис. Свободное и несвободное резание.
Площадь поперечного сечения среза (f=аb представляет собой площадь
номинального или расчетного сечения. Однако номинальное сечение
получается только при свободном резании (когда в работе принимает участие
лишь главная режущая кромка) или случае, когда резец имеет площадку со
вспомогательным углом в плане  и длина площадки больше подачи. В
и длина площадки больше подачи. В
этих случаях резец будет снимать весь предназначенный для срезания слой,
не оставляя на обработанной поверхности остаточных гребешков.
При несвободном резании на обработанной поверхности остаются
гребешки, размеры которых зависят от подачи, радиуса закругления при
вершине резца и главного и вспомогательного углов в плане. Это хорошо
показано на рис. за 1 оборот заготовки резец переместился на величину
подачи и из положения 1 перешел в положение 2, оставив на обработанной
поверхности гребешок высотой Н.
Если обозначить действительное сечение среза через  , площадь
, площадь
остаточных гребешков через  , то
, то

Высота остаточных гребешков во многом определяет величину
шероховатостей (микрогеометрию) обработанной поверхности: чем меньше
высота Н, тем выше чистота обработанной поверхности (меньше
шероховатость).
Объем стружки, снятой за 1 мин работы, может быть вычислен по
формуле:
 см3/мин
см3/мин
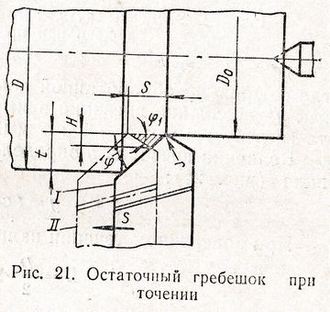
Рис. Остаточный гребешок при точении.
При резании резцом с радиусом закругления R=0 теоретическая высота
гребешка Н определится как
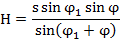
Когда теоретический профиль обработки поверхности получается как
след криволинейного участка режущей кромки ВCF с радиусом r, высота
оставшихся гребешков Н определится:
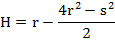
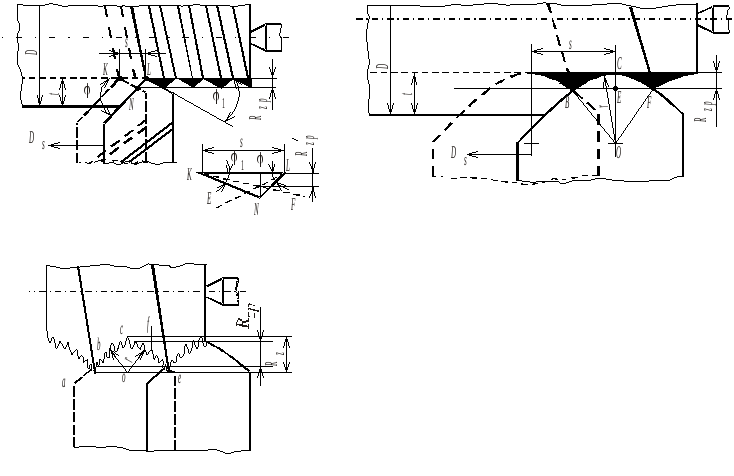
Рис. Профили обработанной поверхности
Высота гребешков (шероховатость) уменьшается с уменьшением
подачи s главного и вспомогательного  углов в плане и
углов в плане и
с увеличением радиуса г закругления при вершине резца в плане.
Наряду с рассмотренным влиянием s, ,  , г (которые в основном
, г (которые в основном
воздействуют как чисто геометрические факторы), на шероховатость
(микрогеометрию) обработанной поверхности оказывает влияние в процессе
стружкообразования и ряд других факторов. К ним в основном относятся
скорость резания, свойства обрабатываемого металла, передний угол, СОЖ,
упругие деформации поверхности, шероховатость режущей кромки инструмента, износ инструмента.
Лекция 7.
Дата добавления: 2021-01-26; просмотров: 944;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
