Функция распределения интенсивности обработки
Работа станка затрачивается на то, чтобы за наименьшее количество циклов Т с заготовки попереходно снять слой припуска толщиной z и образовать поверхностьизмененного состояния и требуемого радиуса кривизны и чистоты. Чтобы быстрее получить требуемую поверхность, надо привести закон распределения работы притира затрачиваемой в круговых зонах заготовки r, в соответствии со схемой расположения припусков. Работу притира Аr в зонах r принимают как сумму отдельных компонентов следующего уравнения.
Аr=nFrVrотнtr, (16.6)
где n - число циклов взаимодействия инструмента со стеклом; Fr - средняя сила взаимодействия зон стекла с инструментом за цикл Т; Vrотн - средняя рабочая скорость в зонах r за цикл Т; tr - среднее рабочее время, т.е. среднее значение времени обработки зон r взятое за цикл Т.
Уравнения профиля слоя z припуска и работы Аr, затрачиваемое на его удаление, являются исходной и кинематической программами обработки. В результате выполения кинематической программы на заготовке образуется заданная поверхность обрабатываемой детали. Сила Fr в зоне r изменяется в процесе обработки самопроизвольно, неуправляемо преобразуясь, но так, что ее средним значением остается Fr. Самопроизвольное выравнивание рабочего давления Рr и, следовательно, силы Fr позволяет управлять процессом изменения кривизны обрабатываемой поверхности, программируя значения только кинематических компонентов Vr и tr, т.е. можно принять уравнение
z(r)=Ar/K=соnstVr·tr. (16.7)
Задавая некоторый режим обработки значениями Ar и K по схеме расположения припуска z(r) можно составить програму распределения работы станка по зонам обрабатываемой поверхности Vr·tr. Работу Аr по зонам r распределяет обрабатывающий инструмент в зависимости от настройки станка. Программа снятия припуска z(r), выраженная произведением кинематических показателей V(r)·S(r), выполняется с помощью инструмента некоторой геометрии и настройки станка по определенным параметрам при выбранном режиме обработки. Геометрия инструмента и настройка станка, являясь независимыми параметрами процесса управления обработкой, проектируются так, чтобы произведение кинематических компонентов было плавной функцией, график которой согласуется с видом функции припуска z(r).
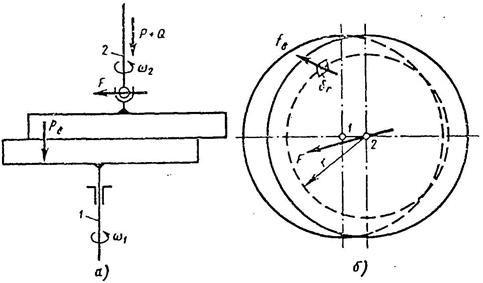
Рис.16.1 Усилия при обработке притиркой: а-вид сбоку; б-вид в плане.
Дата добавления: 2016-09-06; просмотров: 2179;
Поиск по сайту
Узнать еще
- I.1.6 ОСНОВНОЕ УРАВНЕНИЕ КИНЕТИЧЕСКОЙ ТЕОРИИ ГАЗОВ. ЗАКОН РАВНОМЕРНОГО РАСПРЕДЕЛЕНИЯ ЭНЕРГИИ ПО СТЕПЕНЯМ СВОБОДЫ
- III. Сдвиги в воспроизведении интенсивности
- А и Б – базы механической обработки
- А- передаточная функция при трех разных температурах
- Автокорреляционная функция сигналов
- Автоматизация и механизация токарной обработки
- Автоматизация обработки снимков на фотограмметрическом оборудовании
- Автоматизация обработки табличных данных (обработка списков)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
