Литье в оболочковые формы
Сущность метода. Для получения отливок в оболочковых формах при формовке используют термореактивные смолы, обладающие высокой связующей способностью и быстро твердею-щие при нагревании. Эти смолы входят в состав формовочной и стержневой смеси в качестве крепителя. Такую формовочную смесь наносят на нагретую модель, и соприкасающиеся с поверхностью модели слои смеси принимают ее очертания. По точности размеров и чистоте поверхности детали, полученные в оболочковых формах, превосходят таковые из песчано-глинистых и даже металлических форм благодаря тому, что оболочка затвердевает на модели и сохраняет ее размеры. Отливки имеют точность размеров, соответствующие 12…13 квалитетам. Использование в формовочной смеси измельченного кварцевого песка, магнезитового порошка или цирконового песка обеспечивает шероховатость поверхности отливки в пределах Rz = 20…40 мкм. Припуски на механическую обработку составляют лишь 0,2…0,5 мм.
Применяют этот способ при крупносерийном и массовом производстве мелких и средних отливок из различных сплавов.
Технология изготовления оболочковых форм. Для изготовления оболочковых полуформ применяют модельную оснастку, состоящую из металлической плиты, на которой смонтированы одна или несколько металлических полумоделей с литниковой системой. Съем готовых полуформ (корок) обеспечи-вается толкателями, вмонтированными заподлицо с плитой и моде-лями. Некоторые из толкателей могут выступать или быть утоплен-ными (на одной из модельных плит) на несколько миллиметров относительно плоскости разъема для образования фиксаторов (выступов на одной полуформе и, соответственно, впадин во второй), обеспечивающих точность сборки формы. При изготовле-нии металлических моделей учитывают величину линейной усадки отливки и величину линейного расширения самой модели при ее нагревании до 300…400 °С.
Формовочная смесь для оболочковых форм содержит кварцевый песок и 4…6 % пульвербакелита (мелкий порошок желтого цвета, состоящий из фенолформальдегидных смол и уротропина) и 0,3…0,5 % керосина. При нагревании до температуры порядка 250 °С пульвербакелит быстро плавится, обволакивая и связывая зерна песка в корку, а при дальнейшем нагреве, до температуры 350 °С, необратимо затвердевает, придавая корке высокую прочность.
Изготовление оболочковых форм начинается с нагрева модельных плит с закрепленной на ней моделью в электрической печи (рис. 3.4, а) до температуры 220…280 °С. Затем рабочая поверхность плиты покрывается тонким слоем 4…5 % раствора каучука СКТ в уайт – спирите. Это покрытие предотвращает прилипание корковой оболочки к оснастке. Затем модельная плита закрепляется на бункере моделью вниз (рис. 3.4, б). Бункер вместе с модельной плитой поворачивают на 180°, и формовочная смесь падает на нагретую модельную плиту (рис. 3.4, в). При выдержке в течение 15…20 с смола смеси плавится и на поверхности модельной плиты образуется полутвердая смолопесчаная корка толщиной 6…8 мм. После этого бункер с плитой снова поворачивают в исходное положение, и неиспользованная формовочная смесь падает на дно бункера (рис. 3.4, г). Снятую с бункера плиту направляют в печь для окончательного отвердевания оболочки при температуре порядка 340…360 °С до тех пор (90…180 с)пока не образуется темно – коричневый цвет оболочки (рис. 3.4, д). Готовую отвердевшую оболочковую полуформу снимают толкателями с модельной плиты, и цикл изготовления оболочек повторяется.
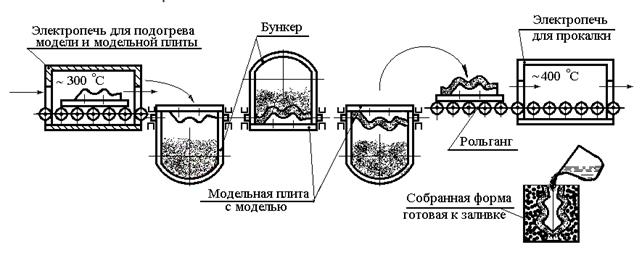
Рис. 3.4. Схема процесса изготовления оболочковых форм
Готовые оболочковые полуформы после остывания спаривают по фиксаторам. Затем полуформы скрепляют скобами, струбцинами или склеивают по разъему. Собранные оболочковые формы устанавливаются вертикально в металлический ящик и засыпается песком или чугунной дробью. Затем форма заливается литейным сплавом. Если отливка имеет отверстие, то при сборке формы в неё устанавливается стержень.
Стержни изготавливают из такой же смеси в металлических стержневых ящиках. Оболочковые стержни получаются пустоте-лыми, что снижает расход формовочных материалов и каркасной проволоки. К моменту полного отвердевания отливки смола из смеси выгорает, форма и стержни теряют свою прочность и легко разрушаются при выбивке отливки из формы.
Дата добавления: 2019-02-08; просмотров: 2029;
Поиск по сайту
Узнать еще
- III. Суммарные допуски формы расположения
- V. Сборка и нагружение формы.
- V.VII. Зависимость ширины и формы выхода слоя на поверхности от его истинной мощности, угла падения и формы рельефа
- А - с прямолинейной спинкой; б - с криволинейной спинкой; в - с канавкой удлиненной формы
- А) Контроль отклонений от правильной цилиндрической формы.
- А. Локализованные формы
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Аккумулятивные и абразионные формы рельефа побережья.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
