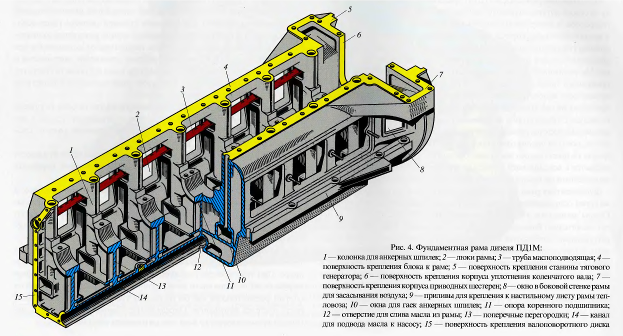
Фундаментная рама дизеля ПД1М
На дизеле ПД1М рама, картер, поддон и нижняя половина коренного подшипника объединены в единую конструкцию — фундаментную раму (рис. 4), на которую установлен цельнолитой чугунный блок цилиндров.
Фундаментная рама дизеля ПД1М представляет совой цельную отливку из серого чугуна, служащую основанием для блока дизеля и станины генератора, а также для коленчатого вала, корпуса распределительного и кулачкового вала, корпуса привода масляного насоса. Блок дизеля и станина генератора прикреплены к раме с помощью сшивных шпилек и анкерных болтов и фиксированы на раме двумя контрольными штифтами. На уширенной части поверхности 7 рамы со стороны генератора прикреплен также на шпильках корпус привода распределительного и кулачкового валов. Передняя обработанная поверхность 15 служит для крепления на ней корпусов валоповоротного диска и привода масляного насоса. С обеих сторон на раме для осмотра шатунно-кривошипного механизма имеются люки 2, закрываемые крышками (по одной крышке на три люка) на паронитовых прокладках. Чтобы давление внутри рамы дизеля не поднималось выше атмосферного, ее внутренняя полость сообщается с всасывающей полостью турбокомпрессора через сапун, установленный на крышке корпуса привода распределительных валов.
Фундаментная рама по длине разделена семью перегородками 13, служащими основаниями для коренных подшипников коленчатого вала. Опоры четвертого и седьмого подшипников уширены, так как они несут значительно большую нагрузку, чем остальные. Полости между перегородками сообщаются между собой через отверстия. Нижняя часть рамы имеет уклон от краев к середине и служит маслосборником. Каналом 14 маслосборник соединен с полостью масляного насоса. На входе в канал установлена фильтрующая сетка. Сверху маслосборник закрыт шестью металлическими сетками. Масло в раму заливают через горловину, ввернутую сверху в прилив рамы с левой передней стороны. Сливают масло через трубу, ввернутую в отверстие 12. С правой стороны рамы через окна в перегородках проходит маслоподводящая труба 3, от которой через штуцера и масляные трубки масло под давлением подводится для смазывания коренных подшипников коленчатого вала, подшипников распределительного и кулачкового валов, рычагов толкателей и пальца промежуточной шестерни привода распределительного вала. Механически обработанный задний торец блока имеет кольцевую центрирующую проточку для фиксации станины тягового генератора. К поверхности 6 прикрепляют разъемный корпус уплотнения коленчатого вала, предохраняющего полость генератора от попадания в нее масла из рамы дизеля. Принцип устройства уплотнения заключается в использовании разности давлений в картере рамы и в полости генератора: создаваемый вентилятором генератора подпор воздуха в полости не дает маслу проникнуть через уплотнение.
Фундаментная рама дизеля ПД1М крепится жестко на раме тепловоза с помощью шпилек. Для разгрузки шпилек от срезающих усилий к настильному листу рамы приварены упоры, удерживающие раму от продольных и поперечных перемещений.
К наиболее серьезным повреждениям, появляющимся в фундаментной раме, относятся: трещины, ступенчатость постелей коренных подшипников.
Трещины чаще всего встречаются в зонах максимальных нагрузок и концентрации напряжений. В фундаментной раме трещины наблюдаются в местах переходов вертикальных ребер к постелям коренных подшипников и боковых стенок к лапам крепления. Трещины выявляют методами цветной или магнитной дефектоскопии.
Ступенчатость постелей коренных подшипников возникает в результате остаточной деформации как самого блока, так и крышек подшипников. При этом постели подшипников несколько смещаются и деформируются, их несущие части из-за различия в величинах деформаций по опорам располагаются как бы на разных уровнях — ступенями, соосность постелей нарушается. Определяют ступенчатость постелей с помощью технологического вала или оптическим способом. При ревизии блока и картера дизеля должны быть проверены надежность крепления блока с фундаментной рамой дизеля и картера с рамой тепловоза. Ослабшие гайки и болты закрепляют, ослабшие призонные болты заменяют.
При ревизии фундаментной рамы (картера) следует убедиться, нет ли трещин в местах пересечения поперечных перегородок с продольными стенками, вертикальных ребер с постелями подшипников, в местах пе рехода от боковых стенок к лапам крепления и верхних углах смотрового люка картера у второй и четвертой опоры.
Картерные люки ремонтируют. Вновь устанавливаемые сетки картера должны соответствовать чертежу. Допускается уменьшение площади живого сечения сеток картера не более чем на 25 %, а сетки всасывающего канала масляного насоса не более чем на 5 %.
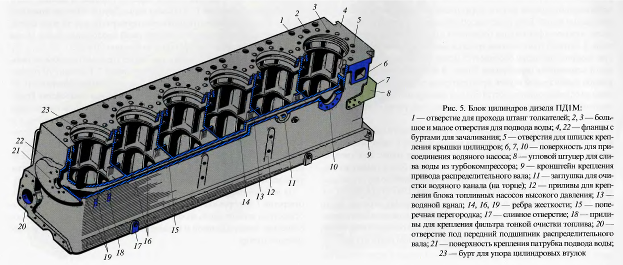
Блок цилиндров
Блок цилиндров служит базой для размещения цилиндропоршневой группы и большинства других сборочных единиц и агрегатов дизеля. Он воспринимает усилия от давления газов на поршни в цилиндрах и силы инерции деталей шатунно-кривошипного механизма, совершающих возвратно-поступательное и вращательное движения. Поэтому прочность и жесткость блока должны быть достаточно высокими, поскольку деформация блока во время работы дизеля в значительной степени влияет на надежность деталей шатунно-кривошипного механизма.
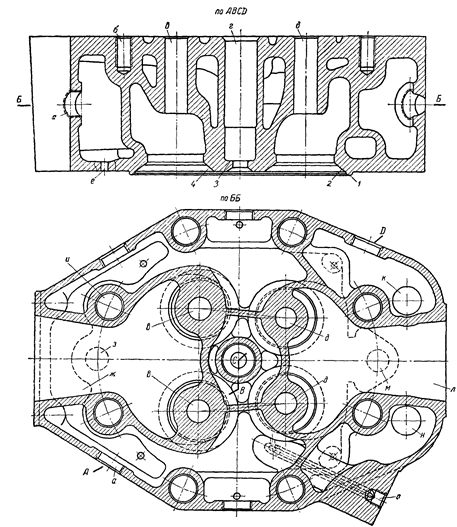
Блок цилиндров дизеля ПД1М (рис. 5) отлит из чугуна СЧ 21-40 и внутри разделен поперечными перегородками 15 на шесть гнезд, в которые вставлены цилиндровые втулки, образующие со стенками блока полости, омываемые водой. Блок имеет две обработанные горизонтальные плоскости: нижнюю (фланец) для соединения с фундаментной рамой и верхнюю, к которой прикреплены крышки цилиндров. Водяные пространства каждого цилиндра сообщаются между собой через окна в нижней части поперечных перегородок блока. В верхней плите блока вокруг каждой цилиндровой втулки предусмотрены устройства для перепуска воды из охлаждающих полостей блока в крышки цилиндров. На блоке в подшипниках установлен распределительный вал, рычаги и штанги толкателей.
Цилиндровые втулки опираются на бурты верхнего пояса. Нижний пояс блока служит для направления втулок в блоке и является опорной поверхностью для их резиновых уплотнительных колец. Для увеличения жесткости поперечные перегородки и стенки блока снабжены вертикальными и горизонтальными ребрами. Цилиндровые втулки не имеют специальных водяных рубашек охлаждения. Они охлаждаются водой, циркулирующей в полости блока. Уплотнение верхней части водяной полости достигается тщательной подгонкой кольцевой плоскости бурта цилиндровой втулки к бурту 23 верхнего пояса блока, а нижней части — тремя резиновыми кольцами на нижнем поясе втулок.
С правой стороны отсек цилиндров отделен продольной перегородкой, за которой размещается распределительный вал, рычаги толкателей и штанги привода клапанов. Распределительный вал уложен в бронзовых подшипниках, залитых баббитом и запрессованных в отверстия перегородок блока. Масло к подшипникам поступает из картера по трубкам, а затем по вертикальным и горизонтальным каналам в блоке. Отсек распределительного вала имеет люки, закрытые двумя крышками и уплотненные паронитовыми прокладками. К приливам 12 с левой стороны прикреплен корпус блока топливных насосов высокого давления, а к приливам 18 — фильтр тонкой очистки топлива. В нижней части блока имеется отверстие 17 для слива воды. Другое такое же отверстие является контрольным: открывая его, проверяют, вся ли вода слита. Вдоль левой стороны блока проходит узкий продольный канал 13 для воды, сообщающийся с отверстиями во фланцах 10 и 22.
К фланцу 6 с отверстием прикреплен нагнетательный патрубок водяного насоса, корпус которого прикреплен к фланцу 7. К фланцу 10 подсоединен всасывающий патрубок насоса. Фланец 22 имеет поверхность 21 для крепления патрубка подвода воды от охлаждающего устройства. Пройдя по продольному каналу в блоке во всасывающую полость насоса через отверстие в фланце 10, вода нагнетается через отверстие во фланце 6 и далее в охлаждающие полости цилиндров. Для перепуска воды из водяного пространства охлаждения цилиндров в охлаждающие полости крышек вокруг каждого цилиндра верхней полости блока проделано по шесть малых отверстий 3 и два больших отверстия 2. Перепускные отверстия уплотнены водотеплостойкими резиновыми кольцами.
На верхней плоскости блока с правой стороны имеются двенадцать отверстий 1 для прохода штанг привода рабочих клапанов. По этим же отверстиям стекает масло из коробки привода клапанов в картер. В соединениях между крышкой и блоком установлены уплотнительные резиновые кольца. Наиболее серьезными повреждениями блока дизеля могут быть трещины, искажение формы расточек в блоке под втулки цилиндров, кавитационные разрушения и коррозия поверхности блока, охлаждаемой водой.
Трещины блока дизеля возникают в посадочных гнездах втулок цилиндров, выявляют их методами неразрушающего контроля (цветной и магнитопорошковой дефектоскопией).
Искажение формы расточек под втулки цилиндров у блока дизеля происходит в основном в верхней части в плоскости, перпендикулярной оси коленчатого вала. Устраняют искажение формы расточек под втулки цилиндров наращиванием отдельных участков электроискровым способом.
При выполнении ремонта ТР-3 производят осмотр вставных колец блока дизеля, которые могут быть установлены при капитальном ремонте. Кольца, имеющие ослабления, трещины, овальность, выпрессовывают и заменяют. Постановку колец производят с применением эпоксидных смол. Герметичность блока после запрессовки втулки проверяют опрессовкой водой при температуре 50—60 °С и давлении 0,30—0,35 МПа (3—3,5 кгс/см2) в течение 20 мин. Течь воды в соединениях не допускается.
Кавитационные разрушения стенок блока и втулок цилиндров дизеля наблюдаются в зауженных сечениях охлаждающей поверхности блока. Свищи от коррозии в блоке устраняются путем заварки или постановки гужонов (штифтов) или накладок. Разрешается устранение свищей в блоке с применением эластомера ГЭН- 150(B) или эпоксидных смол.
Допускается оставлять дефекты некоррозионного характера на посадочном гнезде блока при сохранении ширины притирочного пояска не менее 2 мм.
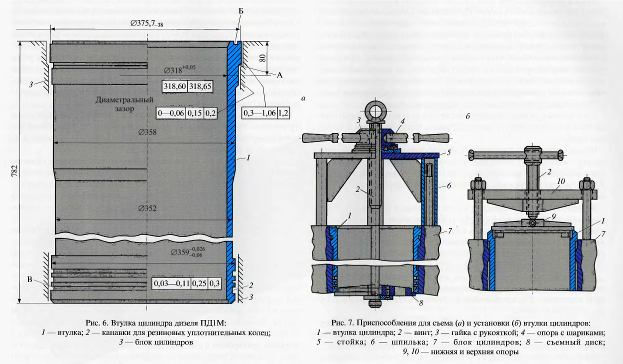
Втулки цилиндров
Втулки цилиндров дизеля (ПД1М) (рис. 6) служат в качестве направляющих для перемещения поршней. Они образуют рабочий объем цилиндров, в котором происходит преобразование химической энергии топлива в механическую энергию вращения коленчатого вала дизеля. В связи с высокой температурной напряженностью необходимо охлаждение втулок, а большая скорость возвратно-поступательных перемещений поршня определяет высокие требования к чистоте обработки их внутренней поверхности и качеству масла. Для отвода тепла, выделяемого при сгорании топлива, от стенок цилиндров втулки омываются водой, циркулирующей между блоком дизеля и охлаждающими секциями радиаторов.
Специальных рубашек цилиндровые втулки не имеют, поэтому охлаждающая вода циркулирует непосредственно между втулками и корпусом блока.
Втулки отливают из специального антифрикционного легированного чугуна и выполняют с некоторым утолщением от середины к верху, так как в верхней части давление газов значительно больше, чем в нижней. Их внутренняя поверхность для снижения потерь на трение обрабатывается хонингованием.
Водяное пространство между втулкой цилиндра и блоком уплотнено в верхней части тщательной обработкой сопрягаемых опорных поверхностей А бурта втулки и блока, а в нижней части — тремя резиновыми кольцами, установленными в канавках 2 втулки. Плотность газового стыка между втулкой цилиндра и цилиндровой крышкой обеспечивается тщательной притиркой по поверхности Б.
Перед демонтажем втулки спускают воду из системы охлаждения блока, снимают клапанную коробку, цилиндровую крышку и вынимают поршень с шатуном. Втулку извлекают из блока при помощи приспособления и мостового крана.
Характерные неисправности втулок цилиндров: износ рабочей поверхности, вызывающий изменение ее цилиндрической формы; трещины; потеря герметичности водяного и газового стыков, коррозия стенок.
При выполнении ремонта ТР-3 измеряют износ рабочей поверхности цилиндровых втулок. Втулки, имеющие задиры, глубокие риски, наволакивание металла на рабочей поверхности, трещины в любом месте, коррозию стенки более 50 % толщины, заменяют, а имеющие износ по I поясу, превышающий допустимое значение, восстанавливают местным хромированием. Наработок (износ) в верхней части втулок от работы поршневых колец более 0,15 мм зачищается до плавного перехода. Цилиндровые втулки, имеющие глубокие риски, подплавление металла на рабочей поверхности цилиндра и трещины (независимо от размера и места расположения) подлежат замене. Допускается оставлять без замены втулки, если риски и мелкие задиры на рабочей поверхности цилиндра имеют глубину не более 0,5 мм и общую площадь не более 50 мм2.
Внутреннюю поверхность втулки цилиндра измеряют индикаторным нутромером. Размер и характер износа, а также степень деформации рабочей поверхности втулки и цилиндра определяют перед выемкой ее из блока и после установки в блок.
Для продления срока службы разрешается втулки, имеющие износ не более 0,5 мм, а овальность более 0,2 мм, поворачивать на 90° по отношению к оси коленчатого вала. При этом на втулку наносят новую риску.
Перед окончательным монтажом втулки цилиндра в блок производят ее «прикидку» без резиновых колец, а окончательный монтаж — с помощью приспособлений (рис. 7, а, б).
Герметичность водяных стыков между втулками цилиндров и блоком проверяют опрессовкой горячей водой при температуре 50—60 °С и давлении 0,30—0,35 МПа в течение 20 мин. Течь воды по нижнему пояску В устраняется заменой резиновых колец. Нарушение герметичности водяного стыка между блоком и втулкой по пояску А и газового стыка между втулкой и цилиндровой крышкой по поверхности Б устраняют шабровкой контактных поверхностей втулки с последующей их притиркой с помощью приспособлений, представляющих собой кольца соответствующей формы. Качество прилегания контактирующих поверхностей проверяют по краске. Прилегание должно быть непрерывным по всей окружности с шириной притирочного пояска не менее 2 мм. Для обеспечения герметичности по стыку А разрешается на посадочную поверхность бурта втулки наносить клей-эластомер ГЭН-150(B) или эпоксидную смолу на блок.
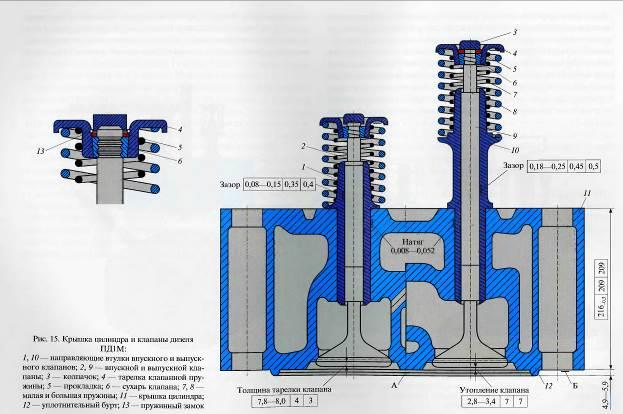
Крышка цилиндра
Крышка цилиндра служит для размещения впускных и выпускных клапанов, топливной форсунки и вместе с втулкой цилиндра и головкой поршня образует рабочий объем цилиндра. Каждый цилиндр дизеля имеет индивидуальную крышку. При работе дизеля крышка испытывает высокое давление газов и большие температурные напряжения, для снижения которых внутренние полости крышки охлаждаются водой. Крышки цилиндров отливают из высокопрочного чугуна. В них имеются каналы для поступления воздуха к впускным клапанам, для выхода отработавших газов от выпускных клапанов, полости для охлаждения днища крышки и газовыпускного тракта.
Крышка цилиндра дизеля ПД1М (рис. 15) имеет вид восьмигранной коробки с обработанными верхними и нижними плоскостями и двумя боковыми гранями. Снизу на днище крышки имеется кольцевой бурт, которым крышка уплотнена на втулке цилиндра. Отверстия под клапаны имеют обработанные посадочные места. Для направления клапанов в отверстия крышки запрессованы чугунные втулки: длинные 10—для выпускных клапанов 1—для впускных 2 клапанов. Сквозные отверстия в крышке служат для прохода штанг толкателей. В центре крышки запрессована стальная втулка для установки форсунки. По наружному контуру крышки имеется восемь отверстий для прохода шпилек крепления крышки к блоку дизеля. Четыре шпильки служат для крепления клапанной коробки и ее крышки. Внутри крышки проходит канал, идущий от ее днища к отверстию в приливе на боковой поверхности крышки для индикаторного крана.
Крышка охлаждается водой, поступающей от блока дизеля через шесть малых и два больших отверстия. Для распределения потока охлаждающей воды в отверстие, находящееся со стороны воздушного канала, запрессована чугунная втулка с внутренним диаметром проходного сечения 35 мм, а в отверстие со стороны выпускного канала — диаметром 13 мм. Таким образом, основной поток воды поступает со стороны наименее нагретой части крышки. Омывая дно и стенки крышки, вода поднимается вверх, равномерно охлаждая крышку, и через отверстие попадает в вертикальный патрубок водяного коллектора.
Преждевременный ремонт крышек вызывается появлением трещин и потерей герметичности между крышкой и блоком из-за повреждения ре резиновых втулок. Эти повреждения возникают из-за нарушения теплового режима дизеля или правил крепления крышки на блоке.
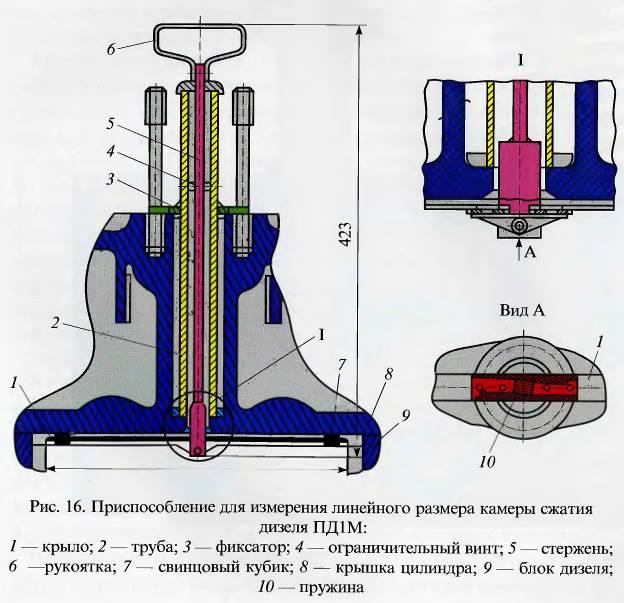
Перед снятием крышки с дизеля для определения объема ремонта измеряют линейный размер камеры сжатия при помощи приспособления (рис. 16), а зазор между плоскостью Б (см. рис. 15) крышки и блоком — щупом. Приспособление устанавливают через форсуночное отверстие крышки (предварительно форсунка снимается) при положении поршня в нижней мертвой точке Раздвинув крылья 1 приспособления, проворачивают коленчатый вал до тех пор, пока поршень не пройдет верхнюю мертвую точку. По толщине свинцовых кубиков 7, измеренных микрометром, определяй гг линейный размер камеры сжатия. В процессе ремонта линейный размер камеры сжатия регулируют торцовкой поверхности А крышки (если она меньше нормы) или уменьшением высоты уплотнительного бурта 12 (см. рис. 15) крышки (если она больше нормы).
Зазор между крышкой и блоком увеличивают проточкой поверхности Б крышки, а уменьшают за счет уменьшения высоты уплотнительного бурта 12. Бурт крышки пришабривают по плите до обязательного устранения поперечных рисок. Прилегание бурта должно быть по окружности непрерывным, а по ширине не менее 2 мм. Крупные изъяны на бурте устраняют наплавкой или сваркой в соответствии с Инструкцией по сварочным и наплавочным работам при ремонте тепловозов, электровозов и дизельпоездов с последующей обработкой на станке. Биение бурга относительно отверстия в цилиндровой крышке для распылителя форсунки должно быть не более 0,6 мм, а высота — 4,9—5,9 мм. Шпильки крепления клапанной коробки и водяного патрубка, имеющие трещины и срыв ниток, заменяют. Величину углубления посадочных мест клапанов цилиндровой крышки определяют по выступающему стержню эталонного клапана (впускного или выпускного) относительно верхней плоскости крышки.
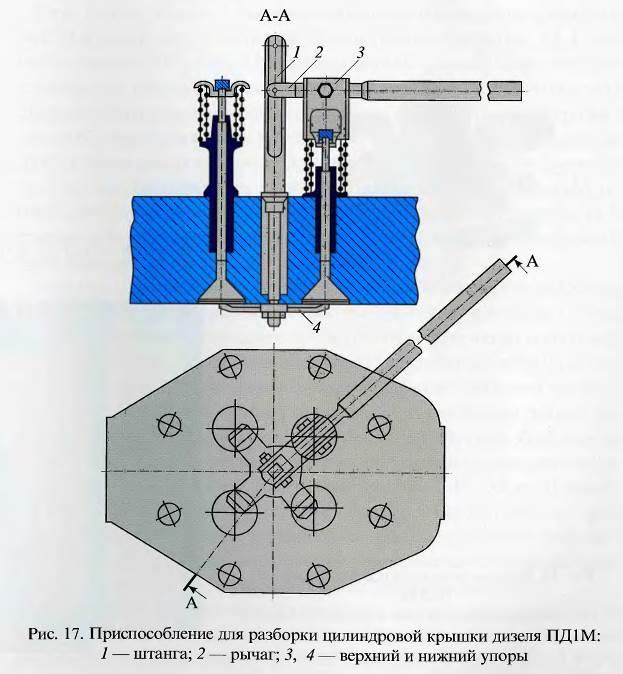
Для разборки крышки на ней монтируют специальное приспособление (рис. 17). Снимают детали 3 и 13 (см. рис. 15), сжав пружины рычагом приспособления, удаляют детали 5 и 6, приподняв рычаг и сняв детали 4, 7 и 8, высвобождают клапаны.
 После этого снимают с крышки приспособление и из извлекают клапаны. Впускные и выпускные клапаны проверяют с помощью дефектоскопа; трещины не допускаются. Местные выгорания, раковины, забоины, поперечные риски на притирочной фаске тарелки клапана устраняют проточкой на станке и притиркой. Притирочные пояски на тарелке клапана и в гнезде крышки должны быть непрерывными шириной не менее 2 мм независимо от их расположения на посадочных поверхностях. Допускается оставлять на притирочных поверхностях гнезда крышки и клапана круговые риски, расположенные не более чем на 60 % длины окружности, неглубокие раковины или поперечные риски, находящиеся вне притирочного пояса. Качество притирки клапанов проверяется на «карандаш» или на «керосин»; в течение 10 мин пропуск керосина через клапаны не допускается. Величина углубления тарелок клапанов относительно цилиндровой крышки подлежит обязательной проверке. При углублении тарелок клапанов более допускаемой величины клапан заменяется или протачивается дно цилиндровой крышки на станке.
После этого снимают с крышки приспособление и из извлекают клапаны. Впускные и выпускные клапаны проверяют с помощью дефектоскопа; трещины не допускаются. Местные выгорания, раковины, забоины, поперечные риски на притирочной фаске тарелки клапана устраняют проточкой на станке и притиркой. Притирочные пояски на тарелке клапана и в гнезде крышки должны быть непрерывными шириной не менее 2 мм независимо от их расположения на посадочных поверхностях. Допускается оставлять на притирочных поверхностях гнезда крышки и клапана круговые риски, расположенные не более чем на 60 % длины окружности, неглубокие раковины или поперечные риски, находящиеся вне притирочного пояса. Качество притирки клапанов проверяется на «карандаш» или на «керосин»; в течение 10 мин пропуск керосина через клапаны не допускается. Величина углубления тарелок клапанов относительно цилиндровой крышки подлежит обязательной проверке. При углублении тарелок клапанов более допускаемой величины клапан заменяется или протачивается дно цилиндровой крышки на станке.
Направляющие клапанов запрессовывают в крышку с натягом 0,008—0,05 мм
или заменяют на новые, если зазор между клапаном и нижней частью направляющей превышает допускаемый размер. Проверяют также состояние пружин, высота которых должна быть в пределах допускаемых размеров.
Перед установкой крышки на дизель в нее ввинчивают форсунки и измеряют величину выхода носка распылителя, регулируя его установкой не более двух медных прокладок или заменой гильзы крышки. Прокладки, устанавливаемые под форсунки, отжигают. Крышки должны устанавливаться на дизеле на резиновых кольцах чертежного размера. Крепление крышек производят в соответствии с технологическими инструкциями завода-изготовителя дизеля.
Клапанные коробки, рычаги толкателей штанг снимают и разбирают, детали очищают, масляные каналы в рычагах и штангах промывают осветительным керосином под давлением и продувают сжатым воздухом. Смазочные трубки ремонтируют. Самоподжимные сальники, имеющие кожаные манжеты с оборванными краями или дающие излом при перегибе на 180°, заменяют.
Втулки рычагов рабочих клапанов и толкателей штанг заменяют при ослаблении их в посадке, если они достигли предельного износа. Разрешается восстанавливать втулки омеднением или методом осадки. Оси рычагов клапанов и толкателей штанг шлифуют, если выработка в местах работы рычагов или самоподжимных сальников превышает 0,10 мм. Шлифованные поверхности осей полируют; граненность и следы шлифовки не допускаются.
Валики роликов и рычагов толкателей заменяют при достижении предельного зазора между валиком и его роликом. Диаметр ролика разрешается уменьшить не более чем на 2 мм. Смещение осей роликов толкателей относительно осей кулачков распределительного вала допускается не более 2 мм. Перекос между роликом и кулачком допускается не более 0,03 мм на длине образующей кулачка. Высота пружины должна быть в пределах допуска.
Масляные жиклеры, нижняя и верхняя головки штанг, пяты рычагов рабочих клапанов и толкателей, ударники ремонтируют или заменяют новыми в зависимости от состояния этих деталей. Бронзовый боек рычагов рабочих клапанов заменяют, если зазор между бойком и ударником менее допускаемого размера.
Погнутые рычаги и штанги разрешается править; рычаги, имеющие трещины, восстанавливаются газосваркой. Собранную клапанную коробку опрессовывают. При давлении 0,03 МПа (0,3 кгс/см2) и температуре масла не менее 45 °С утечка масла в отдельных местах по самоподвижным сальникам допускается не более 30 капель в 1 мин. После запуска дизеля регулируют подачу масла жиклерами, для чего их заворачивают до упора, а затем отворачивают на 1+0,5 оборота и направляют паз жиклера в сторону клапана.
Контрольные вопросы
- Каково предназначение рамы дизеля и ее устройство?
- В чем заключается назначение блока цилиндров?
- Каково назначение цилиндровой втулки?
- Каковы особенности устройства цилиндровой крышки?
- Какова конструкция рабочего клапана?
Конспект лекций
Дата добавления: 2016-08-23; просмотров: 11361;
Поиск по сайту
Узнать еще
- TFrame – рама и шаблоны компонентов
- Ідея української державності в програмах політичних партій на початку ХХ ст.
- А. Йонат В. Рамакришнан Т. Стейц
- Ашшурбанапал в образе священного строителя-восстановителя храма Мардука в Вавилоне. VII
- Блок и поддизельная рама
- В СТАТИЧЕСКИ ОПРЕДЕЛИМЫХ БАЛКАХ И РАМАХ
- Вентиляторы охлаждения дизеля и их приводы
- Возникновение и значение философии как праматери науки и создание натуралистической картины мира.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
